
Usinage des volantsEnsuite je me suis penché sur les volants, toujours en partant de récup, ils sont tirés chacun d’une même dalle que la table, c.à.d. d’une pièce de 300/300/30mm.Le premier travail consiste a faire tomber les coins, pour cela cette fois j’ai employé la scie alternative, un peu plus lent que ma disqueuse mais pendant le temps qu’elle bosse de son coté, je bosse du mien |
|
 |
|
 |
 |
| La première face terminée, je retourne la pièce et je la reprend sur le rebord , pour être sur de rester concentrique je règle tout ça au comparateur, je dois avoir un volant avec un alésage de 30mm avec clavette, celui-ci ne me posera pas de problème vu que l’alésage est débouchant mais par contre pour le second, il me faut un alésage de 62mm de chaque coté pour recevoir les roulements et là , la précision est très importante sinon une fois monté sur un axe fixe, le moindre défaut de concentricité fera voiler le volant | |
 |
 |
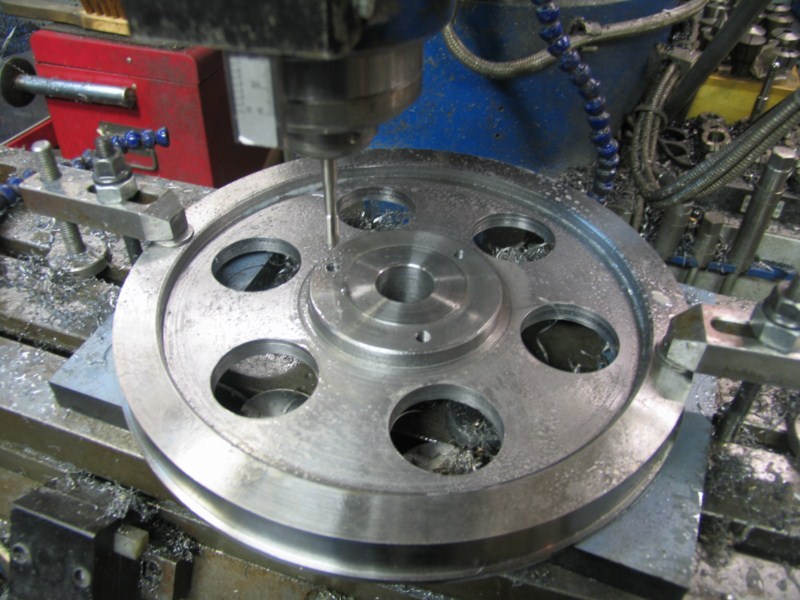
| Un
petit passage à la fraiseuse pour percer 6 trou de 50mm avec une fraise à carotter puis 3 trous taraudés en m8 pour permettre +la prise d’un arrache poulie si nécessaire.  |
 |
Une
rainure de clavette doit être usinée dans l’un des volant, ceci
est fait avec une broche à pousser, bien sur à la presse. |
|
 |
|
Les volants
finis recto/verso. |
|
 |
 |
 |
 |
 |
|