

|
 1--Le projet
2--La poulie motrice 3--Le corps 4--Après un petit montage 5--Le galet et le bras de tension 6--Support à double galets 7--La petite table de travail 8--La table en alu 9--Un petit plus 10-Les roues de contact 11-La rectifieuse 12-Un bloc magnétique 13-Le pied réglable 14-Le boitier électrique et le moteur 15-Cest la fin 16-Un premier couteau 17-Pour mon atelier |
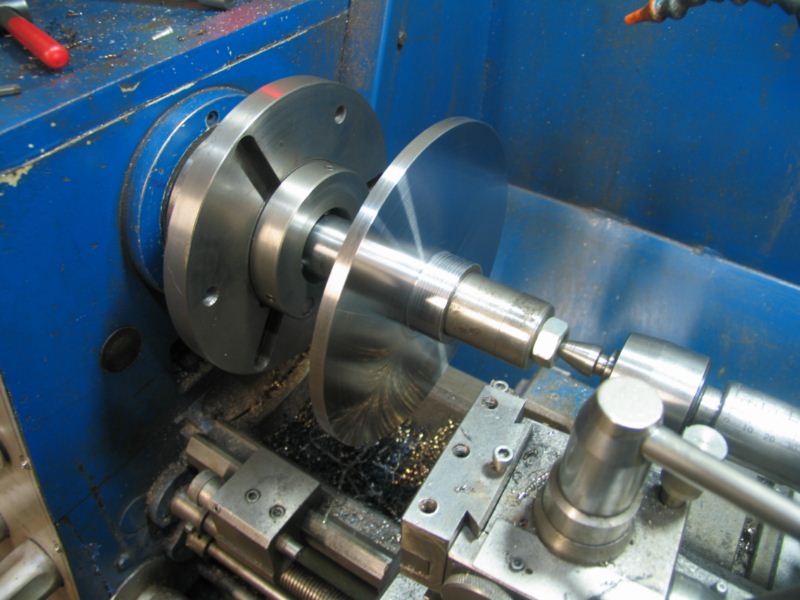
 Je sais quil y en a des tas en home made, tous aussi bien réussis selon le matos et les capacités du fabriquant Jen ai dailleurs tellement trouvé que je my perds. Jai trouvé ici celui de Grizzly12 qui est vraiment bien ainsi que celui de Nayls mais il y en a certainement dautres. J'ai donc regrouper toutes les infos intéressantes pour mener ça a bien. Déjà pas évident de trouver un bon plan pour la roue de contact, jen ai bien trouvé mais a un prix un peu élevé à mon goût. La bande fera 50mm/2000 pour rester dans le standard Elle sera entrainée par un moteur de triphasé de 1,5 Kw monté sur variateur. Sa vitesse sera variable avec un maximum de 32 m/sec |
| J'ai contacté Soucille, ils
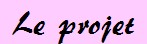
mont envoyé le devis La roue de 200 à 104 HTVA avec moyeu La roue de 250 à 97 HTVA avec moyeu Bizarrement la 250 est moins chère que la 200 et pourtant les deux sont rainurées, je vais donc prendre la 250. La roue de 50/50 a 30 HTVA rainurée également. Celle de Ø32mm fait 195 de large pour 50, c'est à moi de les couper à mesure Bien sur tout ça sans les roulements Avec une seule roue de différent diamètre, je ne compte pas travailler directement sur les roues de laccessoire à deux galets. Je les ferais donc en acier. Pour le moment, un petit aperçu de ce que je voulais faire. |
 |
style="text-align:center;"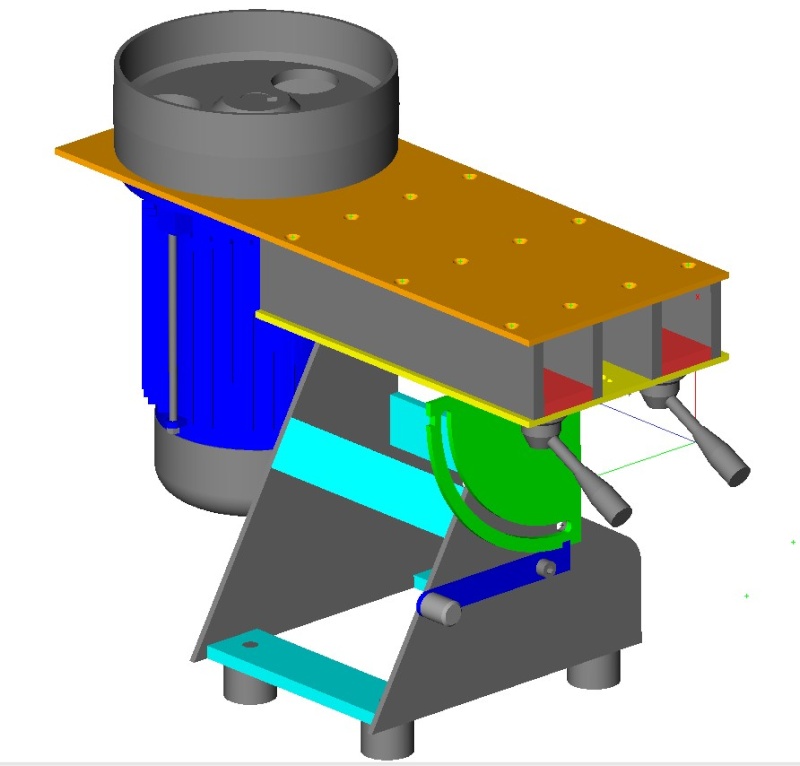 |









































|
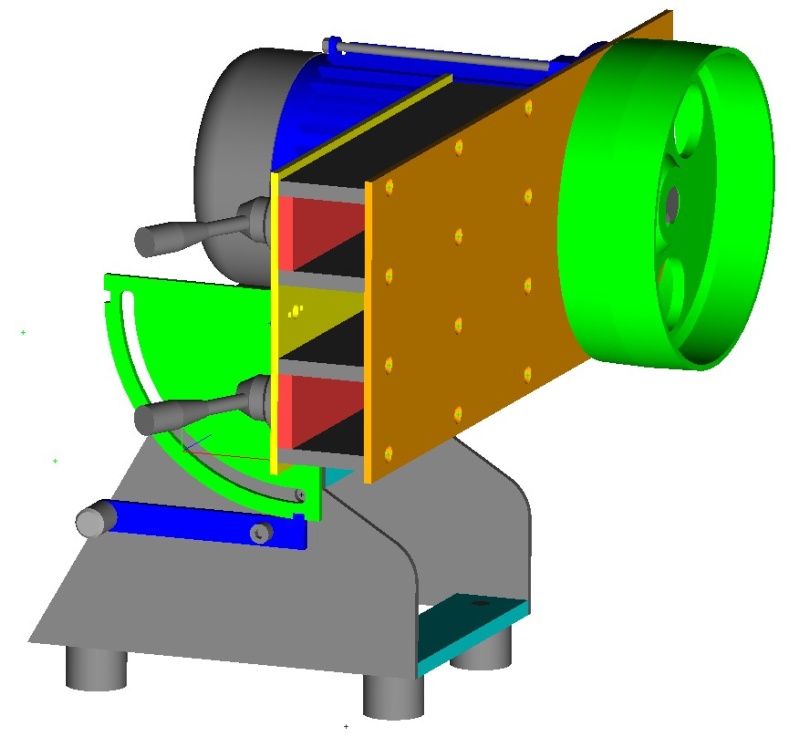
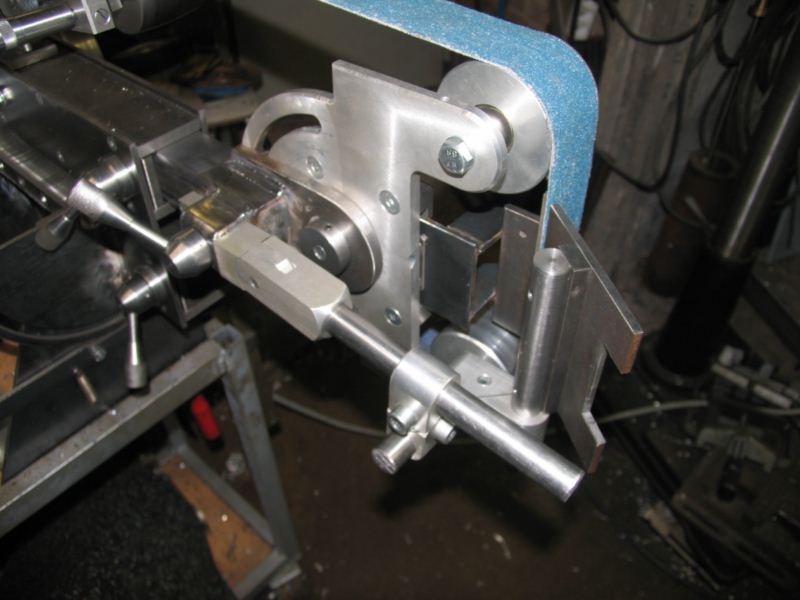
Et voilà ce que ça donne sur la machine. |
|
 |
 |
 |
 |
|
Me
voici arrivé aux accessoires, je commence par ??? Je ne sais
pas comment on lappelle, aidez moi. Enfin vous le reconnaîtrez. Certains emplois des roues garnies, dautres non, moi jai choisi de faire des roues en alu, de toutes façon ce nest pas pour travailler dessus, dautres accessoires seront plus apte pour ça. Comme
je nai pas de rond en alu, jai du en faire, jai pris pour
cela un carré de 80/80, quelque passe au tour et jai mon
rond |
|
 |
 |
 |
|
|
Jai ensuite usiné les axes avec un plat pour pouvoir les serrer convenablement |
|
 |
 |
|
Pour le support de roulettes, je nai rien inventé, jai simplement repris le modèle de Gryzli qui soit dit en passant, est très bien fait, je me suis juste contenter de modifier certaine côte pour mieux les adapter a ce que javais comme alu. Pour éviter un poids excessif, jai dégoté un morceau dalu, de ce côté je ne suis vraiment pas riche |
|
 |
 |
 |
|
Là dessus jai
vissé deux coulisses pour le montage de la plaque de soutien
de la bande, et ça ? Comment lappelle-t-on ? Je manque
vraiment de vocabulaire pour les pièces de ce back
 |
|
 |
|
|
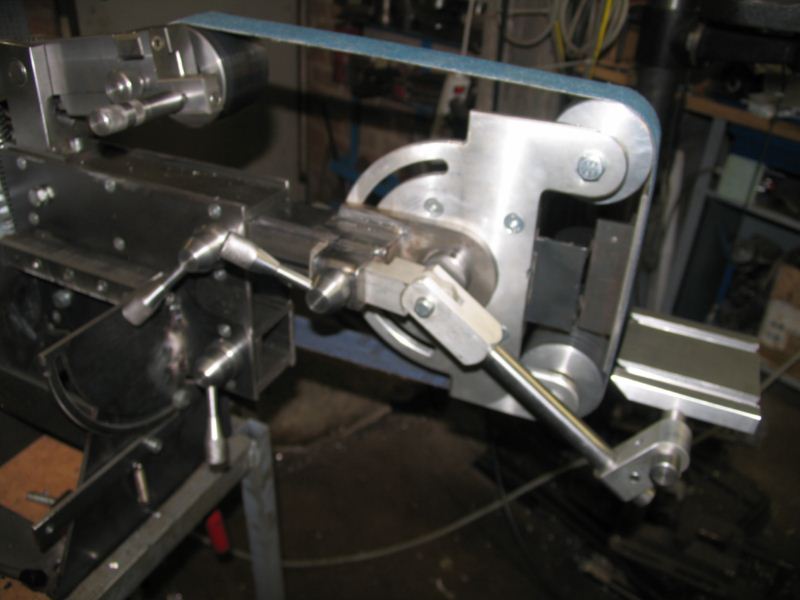
Au lieu de fixer cette plaque par deux boulons comme en général, jai opté pour un système rapide de mise en place ou retrait, il suffit de lengager entre les coulisse et de le descendre un peu puis serré la vis qui sera bien entendu remplacer par une manette. Jai pris soin de mettre au verso une tôle qui empêchera dabimer le support |
|
 |
 |
 |
 |
|
Le bras est lui tiré dun tube carré de 50/50/5mm fraisé a 49/49 pour rentrer dans le socle de la machine |
|
 |
 |
| Voilà ce que ça donne | |
 |
 |
|
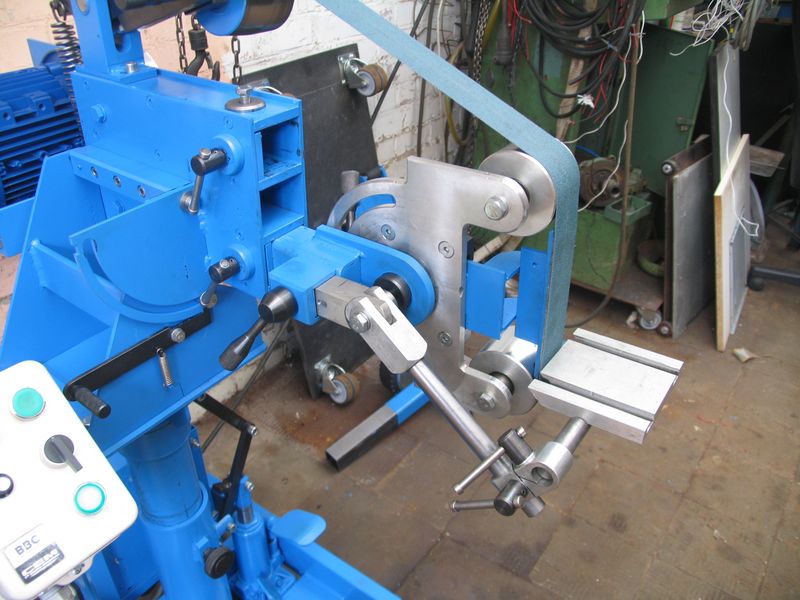
Le bras des accessoires sera fixé par une vis qui prendra appuis sur un étiré de 50/10, de cette façon il ne faudra pas une grande force pour serrer convenablement les accessoires |
|
 |
|
 |
|
|
On ma demandé une petite table de travail
orientable et javoue Jai commencé par une petite
table en tôle de 5mm d'épaisseur.
|
 |
|
Cette table, avec laide de deux brides, est orientable de tout côté |
|
 |
 |
|
Un zoom sur la bride en cour de fabrication |
|
 |
|
|
Les possibilités seront quasi illimitées. |
|
 |
|
|
Ici jai employé la même table mais bien sur je ferais un guide plus adéquat. |
|
 |
 |
|
Pour les manettes jai fais les même que dhabitude, on les voit sur la plupart de mes réalisation, ici un perçage de 3mm pour enfoncer une goupille fendu qui bridera la tige fileté dans la poignée. |
|
 |
|
 |
|
|
En
parcourant le net je suis tombé sur une vidéo, le gars
faisait un cadre de vélo je pense, quand jai vu le
bricolage pour faire tenir une cale comme guide avec un
serre joint |
|
 |
 |
 |
|
| Aussi vite dit, aussi vite fait.
|
|
 |
 |
 |
 |
|
Encore quelque photos avec diverses possibilité. |
|
 |
 |
 |
 |
|
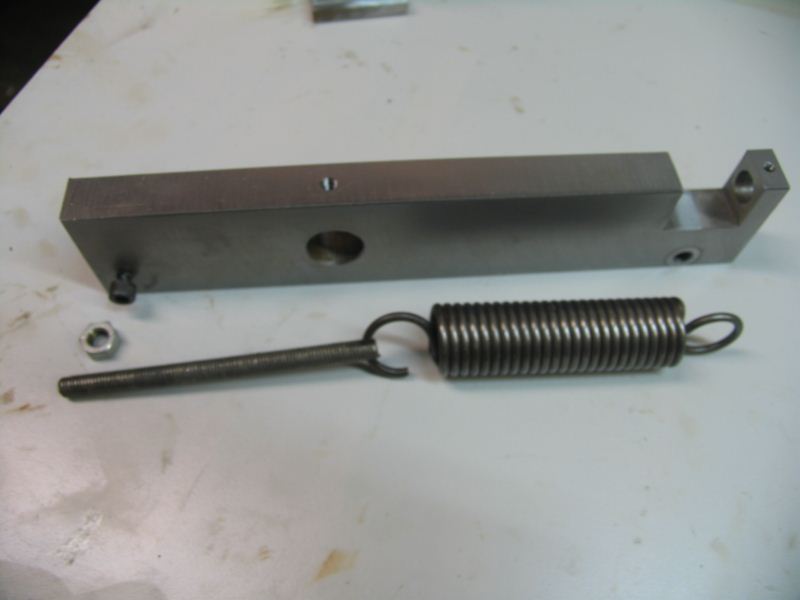
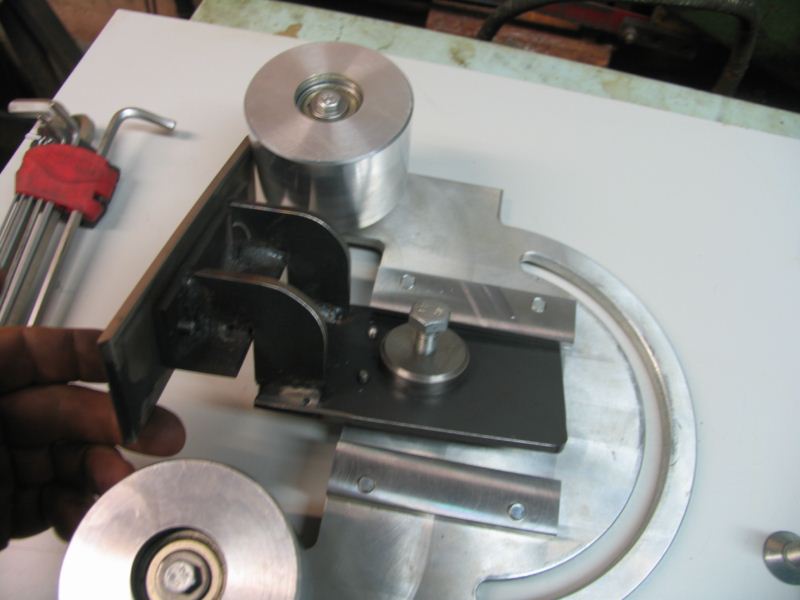
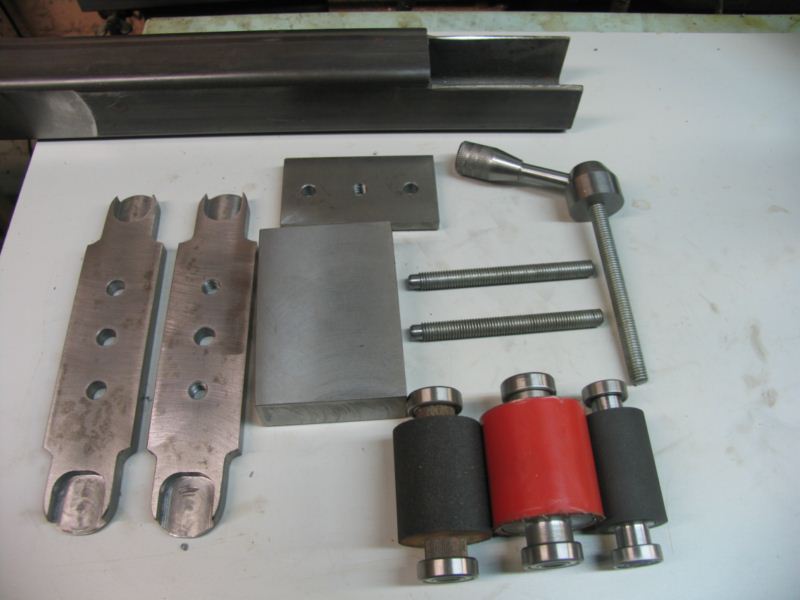
Un deuxième accessoire que lont retrouve souvent, je suppose donc quil est important de le lavoir. Une petite vue sur lusinage des deux joues |
|
 |
 |
|
Lensemble des pièces |
|
 |
|
|
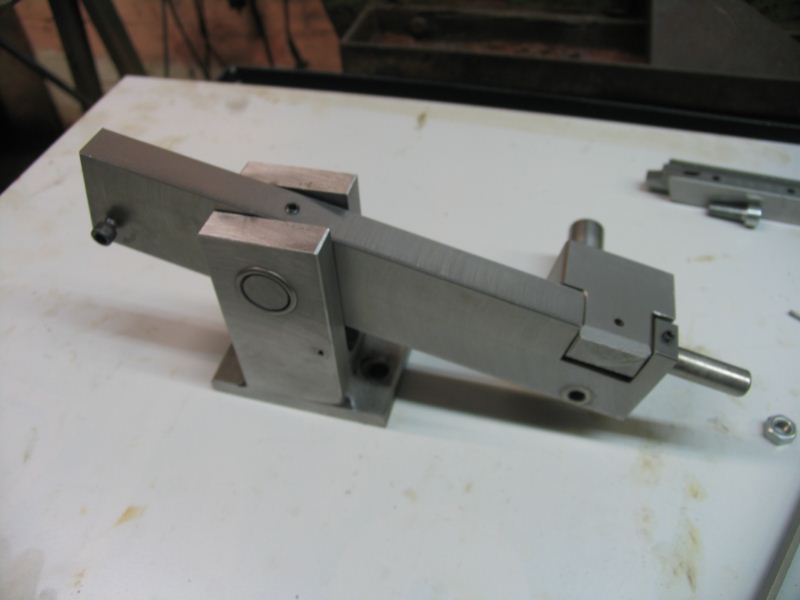
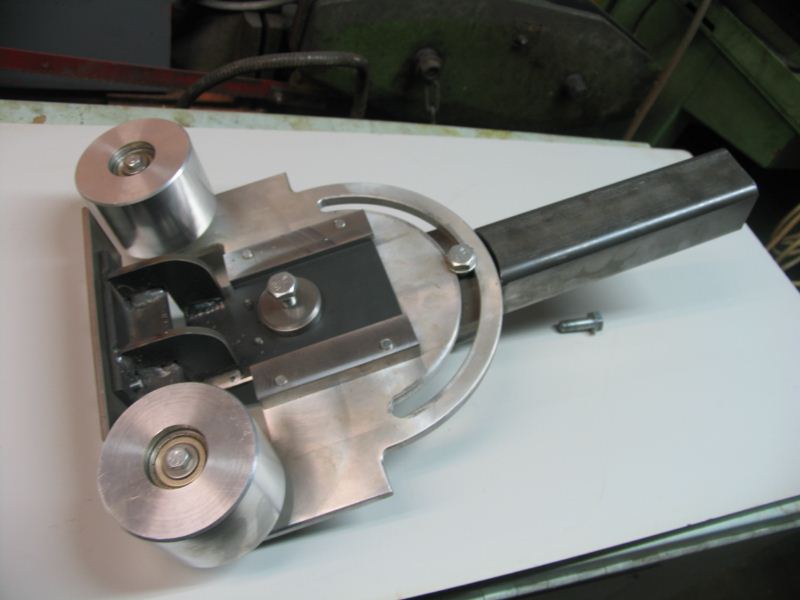
Ca me fait encore une chose de faite Après montage. |
|
 |
|
 |
|
|
Samedi jai enfin reçu ma commande de chez Soucille. Bon,
je dis enfin mais ils sont dans les temps prévus au départ On va pouvoir commencer les choses sérieuses Jai
pris une roue rainurée de 50, on ma proposé de la Jai
pris également de la toile graphitée, je ne mattendais Pour
faire la roue de 32, cest une longueur de 195mm |
 |
|
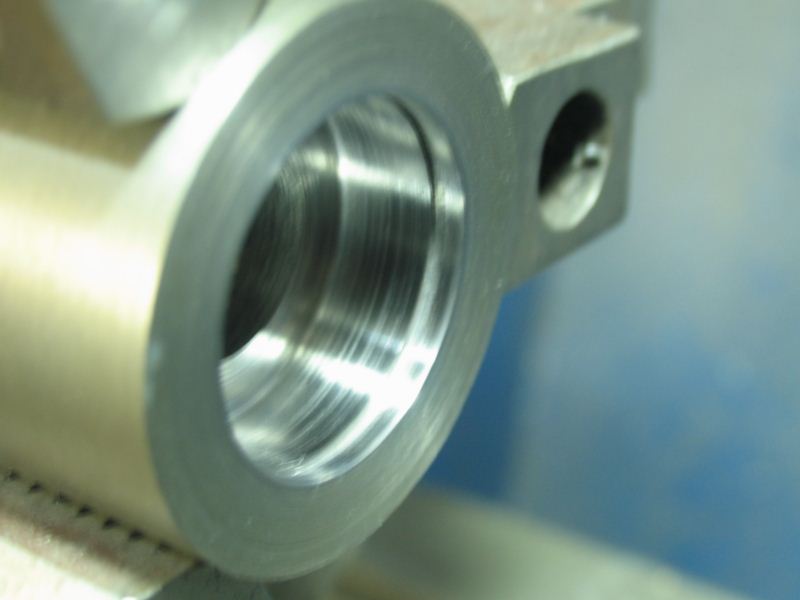
Première vérification, la concentricité de la roue de 250mm. Quoi quon sait très bien quun mandrin ne donnera pas une précision au 1/100, par curiosité jai voulu vérifier, laiguille ne bouge quand même que de 3/100 sur lextérieur de la gente, ça promet labsence de vibration. Je ne sais pas si elles sont toutes comme celle là mais en tous cas cest du beau matériel. Merci a ceux qui mont conseillé Soucille. |
|
 |
|
|
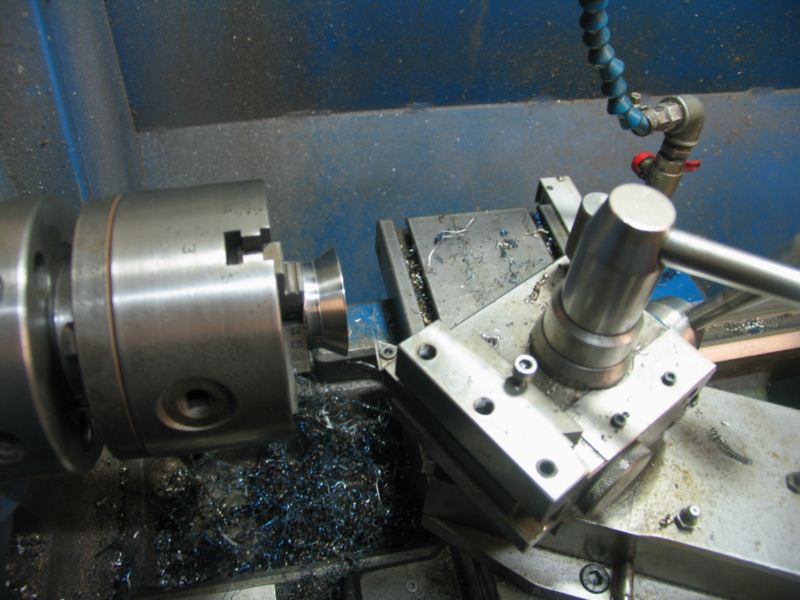
La roue est livrée avec un moyeu de Ø55mm et un alésage de 22mm, il faut donc lusiner pour recevoir les roulements. Ici jai monté des roulements de 40/17 |
|
 |
|
|
Après les roulements, usinage de laxe |
|
 |
 |
|
Puis jai usiné une bride pour le montage de la roue sur le bras. |
|
 |
 |
|
Ensuite je me suis attaqué a la petite roue de
50mm, elle était |
 |
|
Les deux roue tourne très bien sans vibration, la grande est très silencieuse par contre la petite fait un bruit strident, heureusement ça baisse un peu a plein régime |
|
|
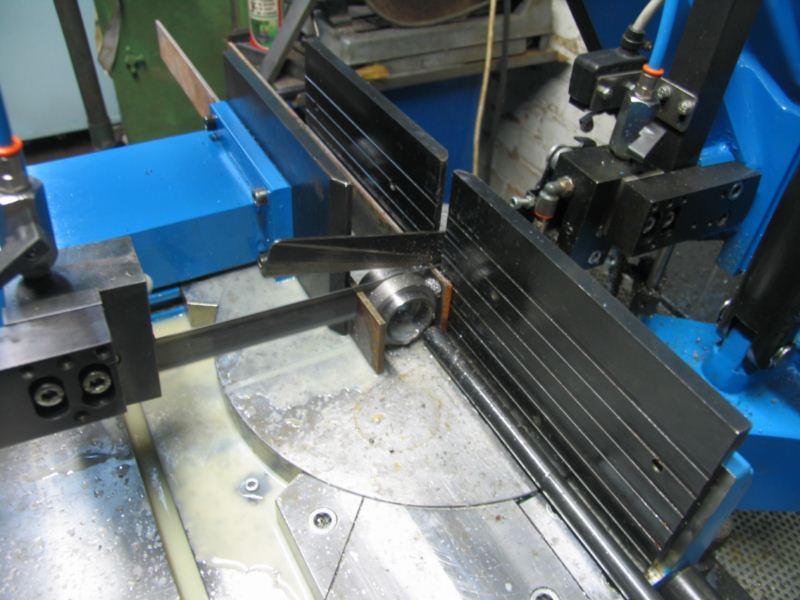
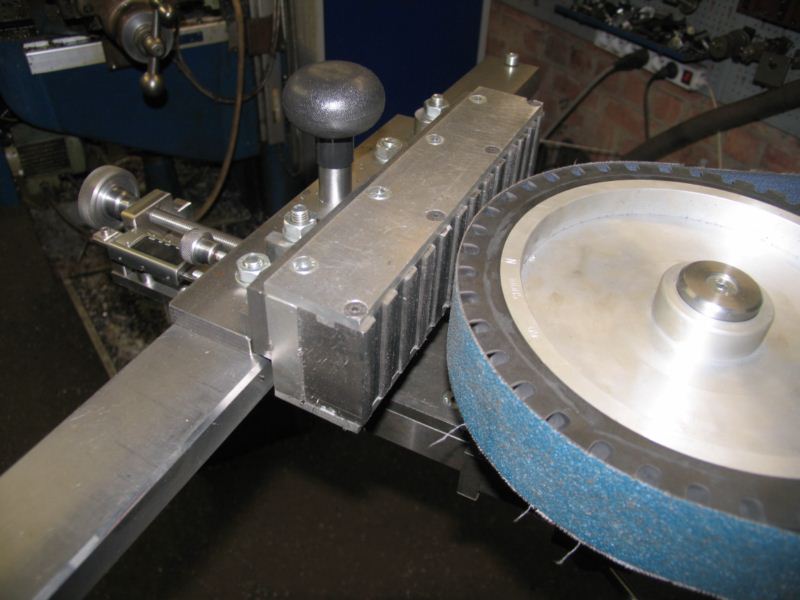
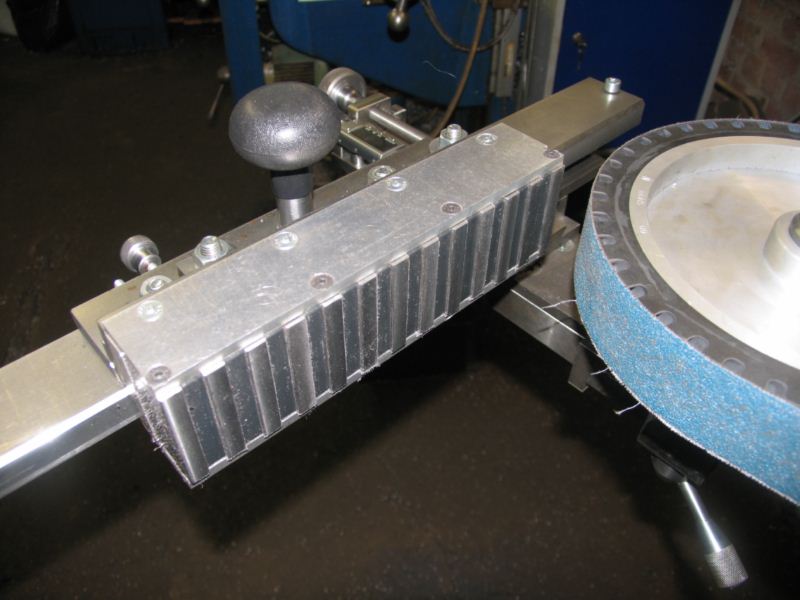
On arrive à la petite rectifieuse, ce nest pas proprement parler une rectifieuse mais il faut bien lui donner un nom. Après avoir soigneusement aligné deux petits étaux fait maison, jattaque la partie supérieure qui est tiré dun acier de 60/30 de 650mm de longueur. Malheureusement je nai quune course de 500mm avec ma fraiseuse ce qui fait que jai du la reprendre en deux fois. Ce nest pas le top pour avoir une précision sans reproche mais je suis quand même très satisfait du résultat et même au-delà de mes espérances. Cest un acier assez dur qui provient dune pièce de machine à béton, elle était destinée à racler le béton. |
|
 |
 |
|
Après avoir usiné une rainure de 40mm de large, je suis passé aux queues daronde, ma grande crainte était que la pièce cintrait mais aucun problème de ce coté. On me dira que pour un bakstand il ne faut pas de précision extrême, je suis daccord mais il faut quand même une bonne précision si on veut que le chariot voyage sans point dur Je termine ensuite par un petit chanfrein, pas seulement pour faire plus beau mais surtout pour faire partir le reste de rouille apparente, il faut préciser que pour avoir une pièce propre, jai du réduire lépaisseur a 23mm. |
|
 |
 |
|
Pour les galets jai coupé deux morceau daxe assez long pour en faire deux en retournant la pièce puis je les ai recoupé une fois usinés. Jai donc usiné un alésage de 32mm avec une rainure pour un circlips pour y monté un roulement |
|
 |
 |
 |
 |
|
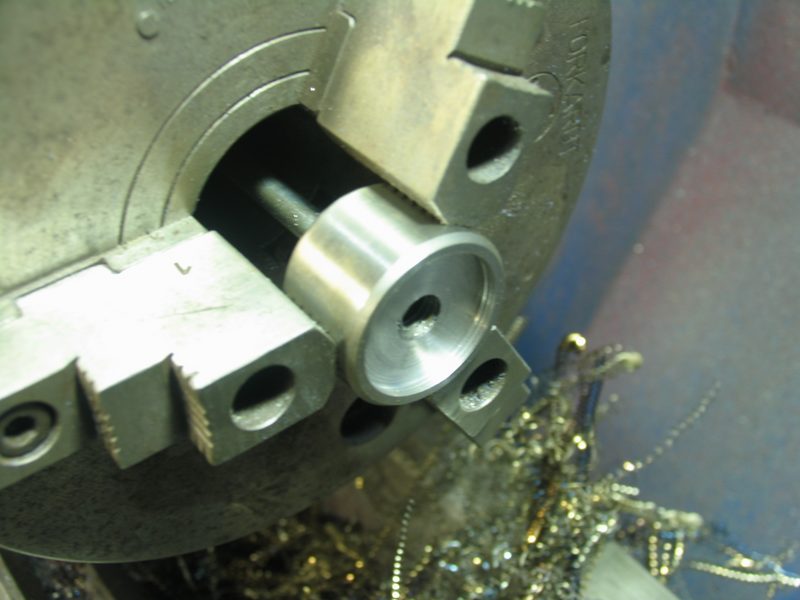
Puis avec un petit mandrin jai repris les
pièces une par une |
 |
|
Jen ai forcement eu quatre mais trois me suffisent |
|
 |
 |
|
Les voilà montés avec leurs roulements |
|
 |
|
|
Pour régler le jeu, jai usiné deux axes avec un excentrique, celui du milieu est droit. Puis un petit passage a la fraiseuse pour donner une forme hexagonale pour prendre avec une clé de 17mm pour faciliter le serrage |
|
 |
 |
|
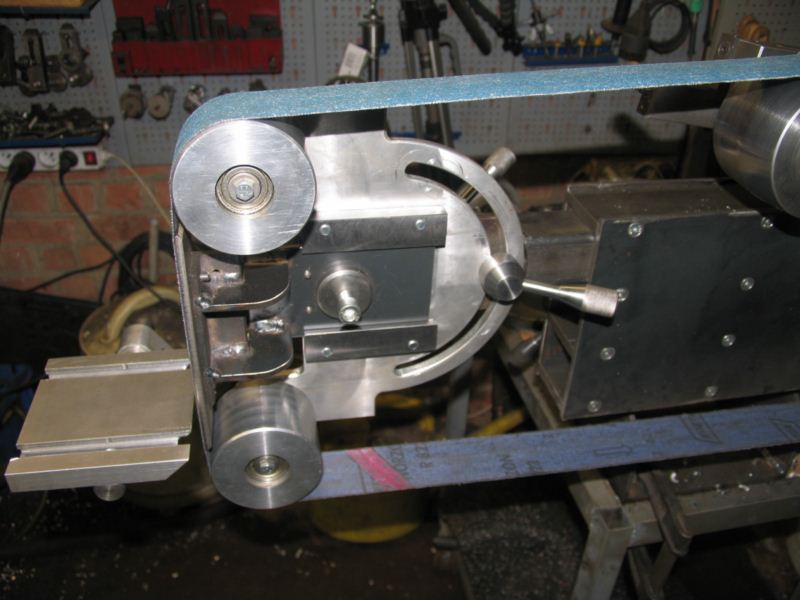
Voilà lensemble des pièces, une fois monté, seuls les galets extérieurs sont réglables. |
|
 |
 |
 |
|
|
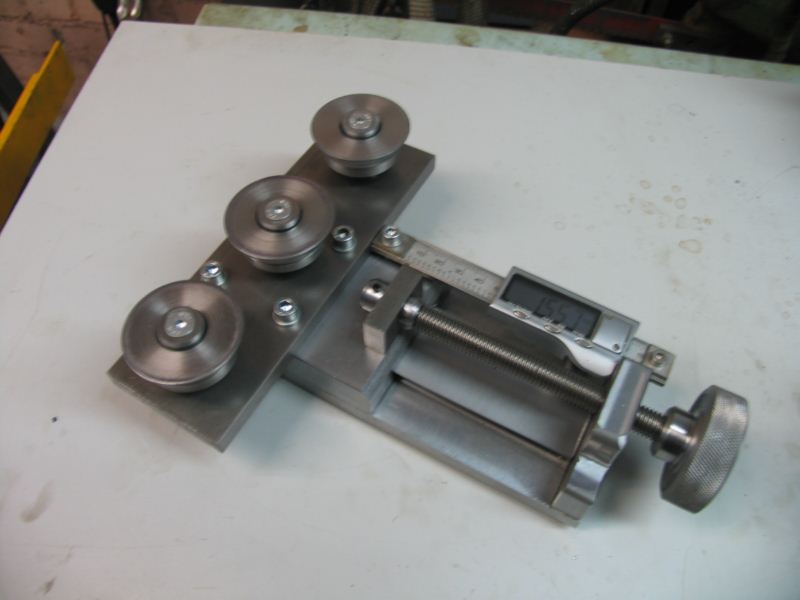
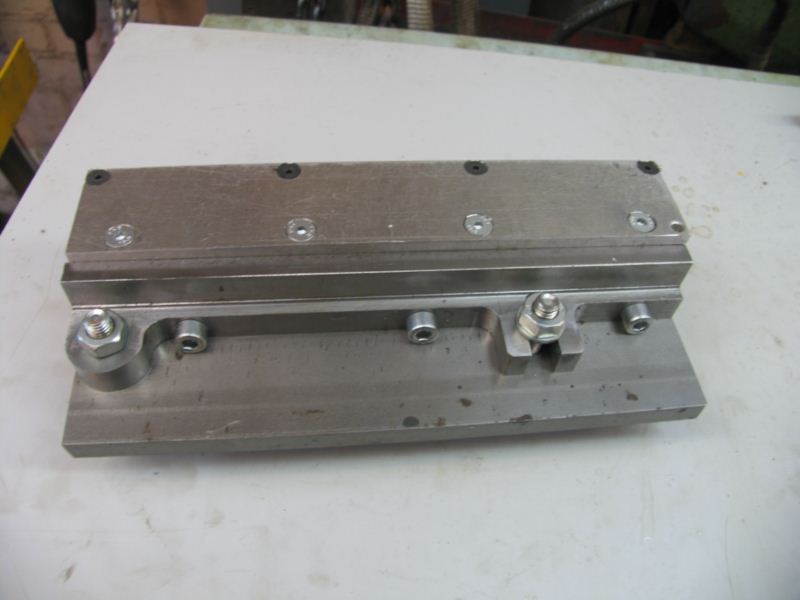
On arrive au petit chariot pour le réglage en épaisseur. Quoi que je me sois fortement inspiré sur le tw-90, la fabrication est totalement différente. Ce chariot est monté sur queues darondes avec un lardon comme si cétait pour un tour à métaux. Pour éviter de chaque fois devoir monter un comparateur comme au tw-90, jai monté une petite visu issu dun pied à coulisse. Jaurais pu prendre un pied a coulisse de moindre qualité mais celui-ci avait un défaut de fabrication, a 130mm il revenait a zéro et comme il venait dAllemagne, je ne me suis jamais embêté a le renvoyer. Pour ici il fait très bien laffaire et en plus il a un certain look, tout en acier. Je commence avec du plat de 20mm dépaisseur et 80mm de large |
|
 |
|



|
Usinage de la partie inférieure |
|
 |
 |
|
La partie supérieure |
|
 |
|
|
Le pied a coulisse une fois débarrassé de ce que je navais pas besoin Malgré que jai des mèche au cobalt, jai du prendre une fraise carbure pour percer les trous. Sinon impossible, cest un acier vraiment trop dur |
|
 |
|
|
Lensemble des pièces du chariot |
|
 |
 |
|
Une petite molette comme jaime les faire Voilà le chariot monté, aucun jeu et très fluide. |
|
 |
 |
 |
 |
 |
|
|
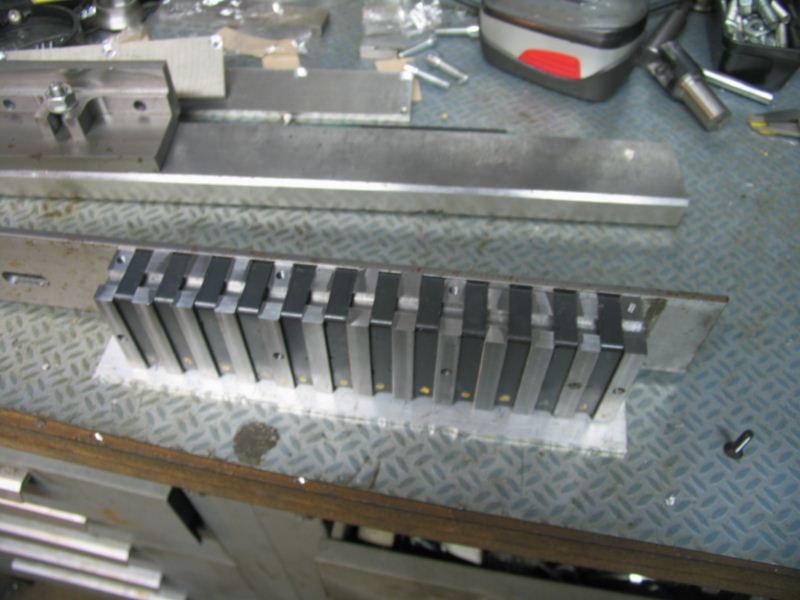
Javais déjà fait quelque essais, cest surprenant comment se comportent les aimants. Je ne vais pas rentrer dans les détails sur le principe des aimants, du moins ce que jaurais appris sur le sujet de moi-même parce que je nai pas trouvé grand-chose sur le net a ce propos. Soit il y a moyen de faire un bloc magnétique dune puissance incroyable avec de simples aimants. Comme beaucoup le savent, il y a deux principales sortes daimants, les néodymes et les ferrites. Laimant néodyme est bien plus puissant mais plus cher, il nous permet pour un volume moindre dêtre aussi puissant que le ferrite, c.à.d. quun petit aimant néodyme sera aussi puissant quun gros aimant ferrite. Le problème est que laimant néodyme supporte beaucoup moins la chaleur que le ferrite, ou alors il faudra aller dans les prix extrêmes, cest pour cela que jai choisi le ferrite Jai donc pris des aimants ferrites de 30/60/10 Jai remarqué que laimant nest pas grand-chose seul, en intercalant des plaque dacier, on multiplie sont pouvoir dattirance et pas quun peu. Prenez un aimant quelconque, plat de préférence et collez-le sur son champ, vous le retirerez facilement mais si de chaque coté de cet aimant, vous collez un morceau dacier et que vous posez lensemble, vous serez surpris de voir la différence. Le bloc que jai fais est basé sur ce principe, tout bête en soit mais encore faut-t-il mettre les aimants dans le bon sens, tout le monde sais que dans un sens ils sattirent et dans lautre ils se repoussent et donc on pourrait simaginer quil suffit de les faire attirer et dintercaler un morceau dacier entre deux, cest juste à condition de navoir que deux aimants à mettre. Si on veut faire un bloc avec une série daimants cest linverse qui se produit, si on les place de façon à ce quils sattirent entre eux, apparemment ça marche, on intercale à chaque fois lacier mais une fois le bloc constitué, cest cool tout tien ensemble et comme rien nest fixé il est impossible de relever lensemble et cest là quon remarque que les extrémités tienne très bien alors quau milieu ça senlève facilement. Il faudra donc aligner les aimants pour quil se repousse puis intercaler les aciers, bizarrement, au fur et a mesure du montage, tout est attiré lun vers lautre mais un phénomène se produit après un moment, les aimant sont expulsés avec violence, il faudra donc tout monter sur un plat en acier et là tout tiendra ensemble. Je ne sais pas si tout le monde a suivi mais je compte bien faire un topo avec des photos. Jai donc commencé avec une série de petits blocs dacier de 32/60/10, 2mm de plus que les aimants de cette façon la limaille ira se coller sur laimant et ne gênera pas et en plus laimant sera protégé |
|
 |
|
|
Pour retenir les blocs dacier, jai usiné une encoche |
|
 |
 |
|
Puis jai monté les aimants entre les blocs,
jai pris soin de |
 |
|
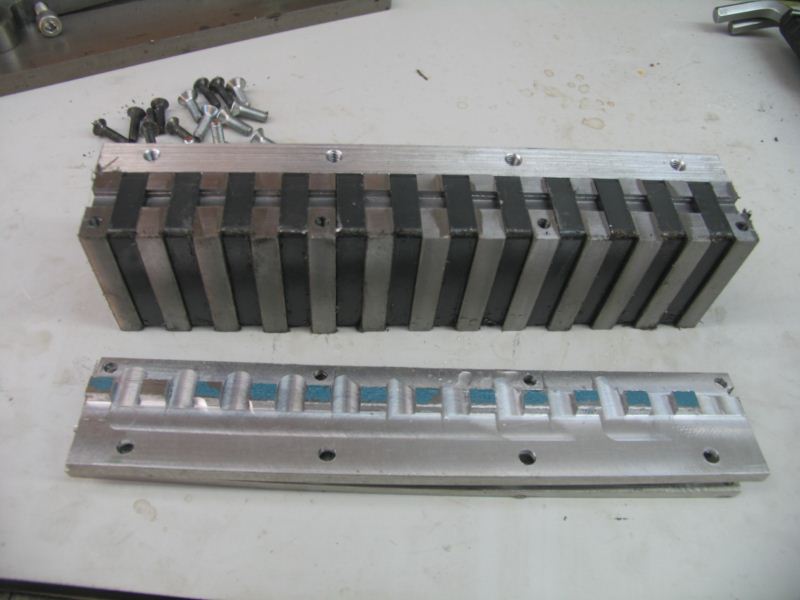
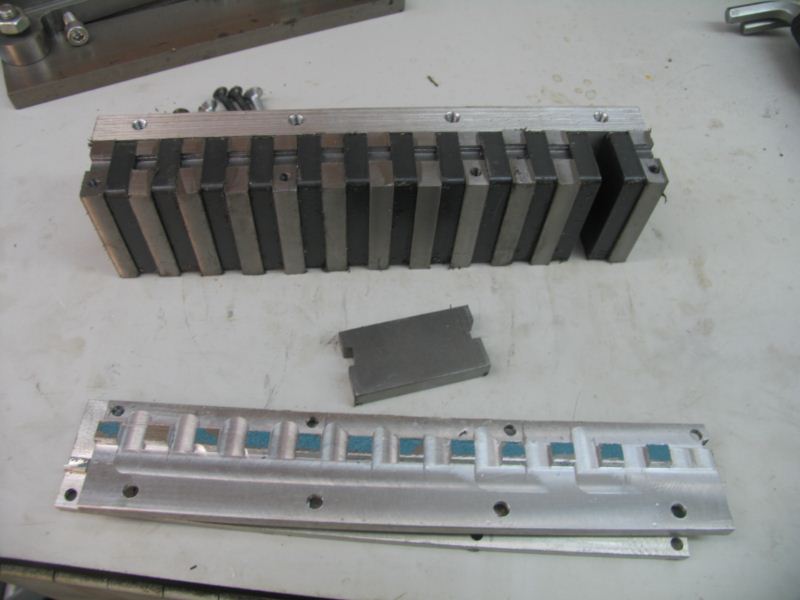
Puis dans des plats dalu de 45/10 jai retiré de la matière pour ne laisser que des plots qui rentrera dans les encoches faite dans les blocs. Jai percé 4 blocs que jai fixé à la plaque arrière qui est fait dun plat dalu de 60/16mm puis les mêmes blocs sont percés pour être vissés dans les deux joues |
|
 |
 |
|
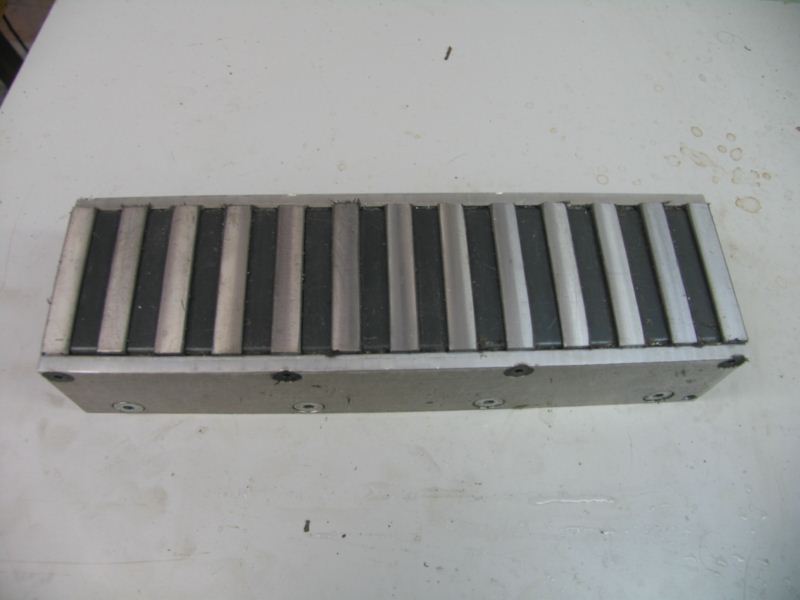
Voilà le bloc monté. Une chose importante que je dois aussi préciser, larrière est fait dun plat alu, si je mets de lacier, je perds la moitié du magnétisme |
|
 |
|
|
Puis je passe à la fixation du bloc sur le chariot, elle fera office de charnière pour permettre le réglage |
|
 |
 |
 |
 |
|
Maintenant lusinage du support du chariot |
 |
 |
 |
|
Voilà ce que ça donne au final une fois monté |
|
 |
 |
 |
|
 |
|
|
En prime, une petite vidéo avec les essais |
|
|
Je n'ai vraiment pas trouvé beaucoup de doc sur le magnétisme, tout ce que j'ai, je l'ai découvert par moi-même. Si quelqu'un en a ou a des connaissances sur le sujet, je serais content de partager Maintenant je vais profiter du redoux pour fabriquer un pied pour ce back, la partie atelier de soudure n'est pas chauffée et la semaine passée il faisait un peu froid. Comme on le voit sur la vidéo, pour le moment le back n'est que fixé avec deux sert joints sur une petite servante et ça bouge pas mal. |
|
|
Le pied est constitué de tube de 100/30 en 2mm Pour la propreté, je rebouche les bouts qui sont vu La colonne est faite avec un morceau de vérin hydraulique que je passe au tour pour enlever la peinture, ça facilitera la soudure et ça fait plus propre |
|
 |
 |
 |
 |
 |
|
|
A lintérieur vient un deuxième tube pour la remonté de la table. Une petite coupe pour mettre a mesure et qui me donnera une bague qui servira par après |
|
 |
 |
|
Prêt pour la soudure |
|
 |
|
|
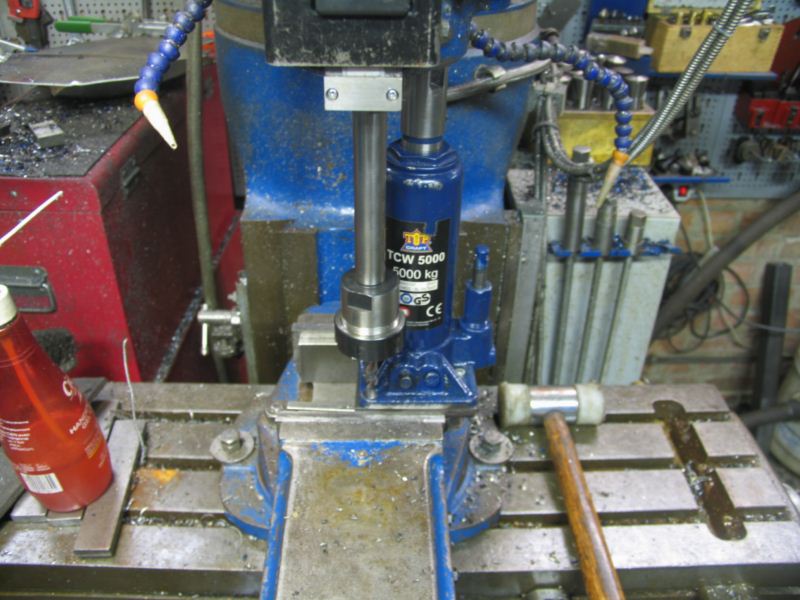
La remonté se fera avec un cric que javais acheté il y a un bon moment à pas cher, il est neuf, vu le prix jen avais pris plusieurs en me disant quils auraientt bien servi un jour. Jai commencé par coupé la partie supérieure pour y monter une pièce usinée qui me permettra de monter une tringle |
|
 |
|
|
Perçage dans le pied du cric pour sa fixation, Je suis bien content davoir cette rallonge en ER11, Il fait parti des outils quon pense quon naura jamais besoin mais quon est content de lavoir quand on en a besoin. |
|
 |
|
|
Même chose ici mais cette fois-ci en ER32, ça me permet de fraiser dans le pied la réservation pour mettre le ressort de rappel de la pédale |
|
 |
|
|
Jai préparé ensuite la partie qui se trouve a lintérieur du pied, en haut une grosse bague pour le montage de la table, la bague qui se trouve au milieu nest bien sur pas a sa place, elle se retrouvera dans le haut et servira a pousser la table vers le haut tout en restant libre pour pouvoir la pivoter. |
|
 |
|
|
Jai ensuite soudé la table et quelques renforts. Le cric est modifié pour avoir des pédales au lieu du manche et la vis de retour Pour la descente jai également fait une pédale mais en regardant bien, ça fait un peu quik, je me demande si je naurais pas mieux fait en soudant simplement un rond. |
|
 |
 |
|
Le principe est simple, le cric pousse sur une tringle qui en pousse une deuxième, la course du cric nest pas suffisante, elle nest que de 10cm et comme ça la table remonte de 25cm |
|
 |
|
|
Position basse.
|
Position haute.
|
|
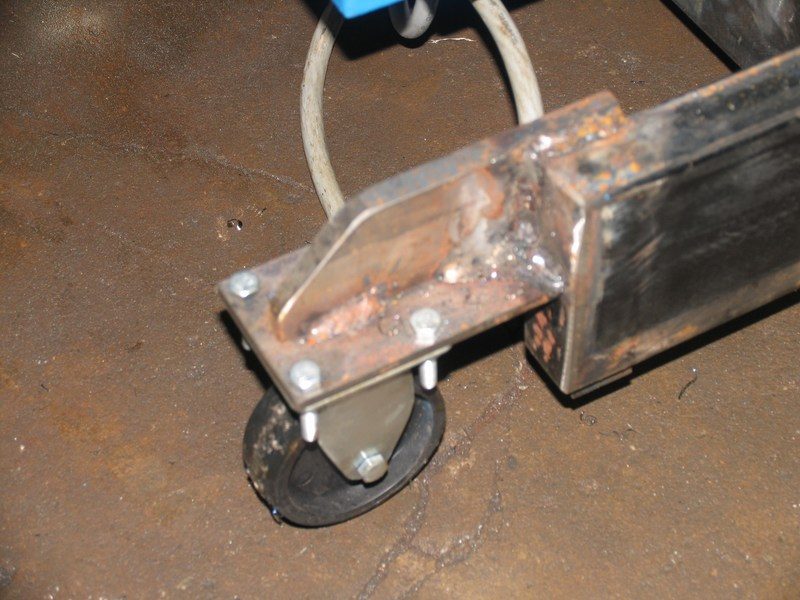
Il me reste plus qua mettre 4 pieds anti vibratoire et deux roulettes pour le déplacement. La machine est au final assez lourde, pour pouvoir la déplacée jai mis deux roulettes à larrière. |
|
 |
|
|
Pour la stabiliser, jai mis fabriqué 4 petits patins, le but était quen levant la machine, seules les roues arrière toucherait le sol et me permettrait de la déplacer facilement. |
|
 |
 |
 |
|
| Une chose que
je navais pas vraiment prévu cest que tout le poids de la
machine est à lavant et même en faisant des poignées qui vont
bien, le déplacement ne serait pas aisé, jai essayé avec des
sangles et dans mon état actuel, ce nest vraiment pas top. Je me suis donc dis que je devais trouver autre chose alors jai monté une troisième roulette sur un piston de ma fabrication, il suffit dactionner la manette avec le pied pour relever la machine de 2cm. Les pièces nécessaires au piston. |
|
 |
|
| Voilà ce que
ça donne au montage.. Comme 2 patins suffisent pour que la machine soit bien stable, jai enlevé les patins arrière, la machine reposera sur les roulettes. Maintenant la machine peut se déplacer sans effort. |
|
 |
|

Jai pu récupérer chez un copain un boitier électrique en m
étal, bien sur il nétait pas dans cet état et je nai pas
pris de photo avant.
Je lai remis en état et jai ajouté une grille daération de chaque coté, le variateur a lair un peu a létroit mais la circulation dair est suffisante. Je lai repeint directement pour ne plus avoir à démonter le variateur par la suite, il est fixé sur deux tubes qui sont soudés sur le pied et est facilement démontable pour peindre le reste du pied. |
|
 |
 |
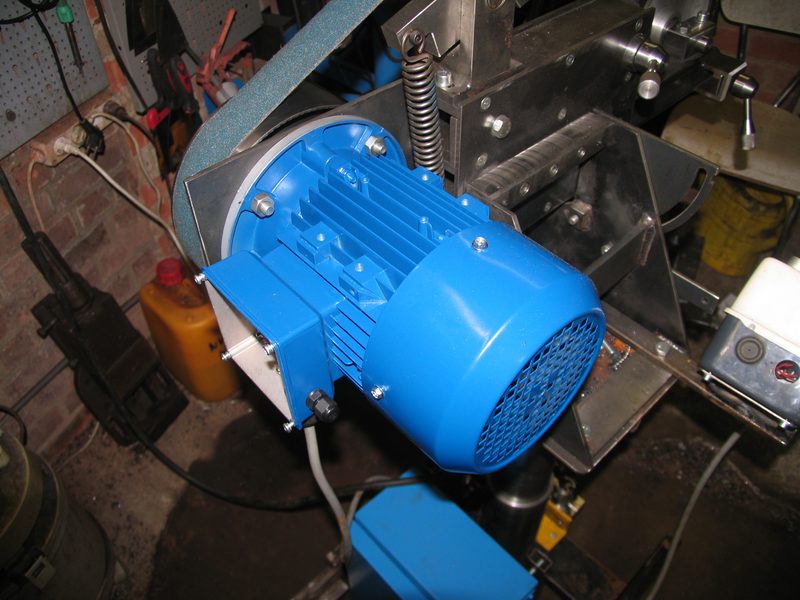
| Après la
mésaventure que jai eue avec le moteur, jen ai commandé un
neuf. Celui-ci est plus apte pour la machine, cest un 1.5kw de 2850t/min. Ce qui fait quen tournant a 50hertz, la bande défile à 32m/sec, cest plus quavant et le moteur tourne a sa vitesse nominale, le couple est bien sur nettement plus important quavant ce qui ne gâchera rien au plaisir. Je nai même pas du le repeindre, il était déjà en bleu. Jai commandé ce moteur en Allemagne et rien ne pourrais faire croire à une fabrication chinoise, ni la finition, ni lemballage, je pense quil est réellement fabriqué en Allemagne. TopDrive GmbH Stefan Beese In der Borg 25-27 45721 Haltern am See Deutschland Je nhésite pas à mettre ladresse, ce moteur ma coûté 130 port compris, donc ce nest pas cher, en plus il est doté de sondes qui coupe le moteur en cas de surchauffe. Le seul hic cest quil ne faut pas être trop pressé comme avec beaucoup de grosses boites, les 3 jours pour la livraison se sont transformés en 2 semaines sans aucune communication. |
|
 |
|
| Le
boitier de commande et mis a un endroit facile daccès, je ne pense pas quil gênera. Le câblage est entièrement terminé mais je vais faire une petite modif. Jai employé la sortie 24 volt du variateur pour le témoin de marche et le contacteur de l AR Mais jai constaté par la suite qua lallumage le variateur donne 30 volt ce qui fait griller lampoule. De plus linterrupteur général est mis sur le boitier du variateur et laccès nest pas vraiment aisé, je vais donc rajouter un transfo 24 volt et un contacteur pour pouvoir contrôler le général à partir du boitier de commande, seul le transfo sera commandé par linterrupteur qui se trouve sur le boitier de variateur mais même si il reste sous tension, ce nest pas grave. |
 |
| Voilà ou jen suis, encore quelques bricoles au niveau des guides et dès que la température monte de quelques degrés, je démonte le tout pour la peinture. | |
 |
 |
 |
|
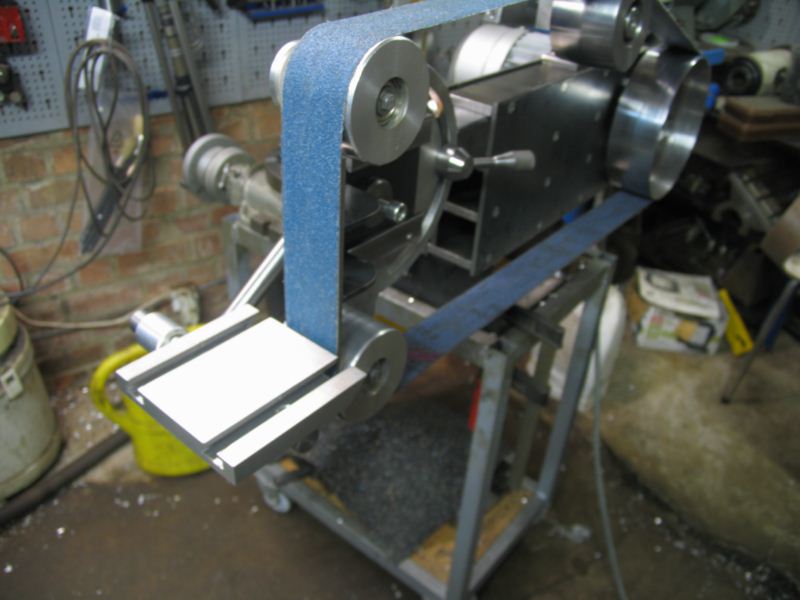
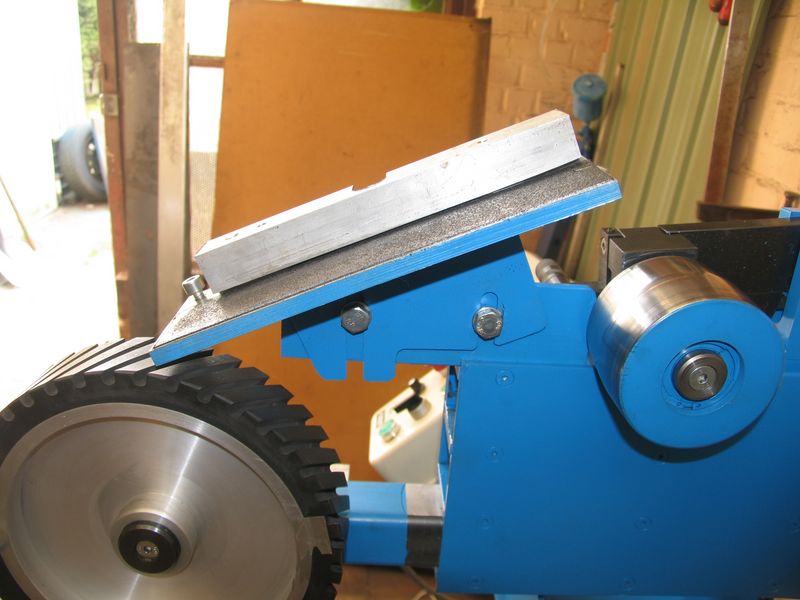
 Hé oui, le bak est terminé, j'ai laissé un peu mon ordi et mon atelier sur le coté pour faire quelque travaux chez moi, la maison en avait bien besoin et ma femme commençait vachement à souffrir du manque de confort alors que je passais autant de temps a l'atelier. Mon ami suisse est venu le chercher, il avait lair vraiment content, ce qui me motive encore un peu plus à faire mieux la prochaine fois. Je nai malheureusement pas pris le temps de faire les vidéos comme je le voulais mais il ma promis den faire dès quil aura bien pris en main la machine. A peine parti quelle me manque déjà, javais pris lhabitude de lemployer et je peux affirmer que ce genre de machine donne de très bon service dans un atelier dusinage. La solution pour moi serait den faire directement une autre, cest ce que je vais faire mais elle sera plus simple, en quelque sorte du vite fait, le corps sera pareil mais le pied sera fixe et je nai pas besoin tout ces accessoires. Encore quelques photos de lengin terminé. Monté avec la rectifieuse |
|
 |
 |
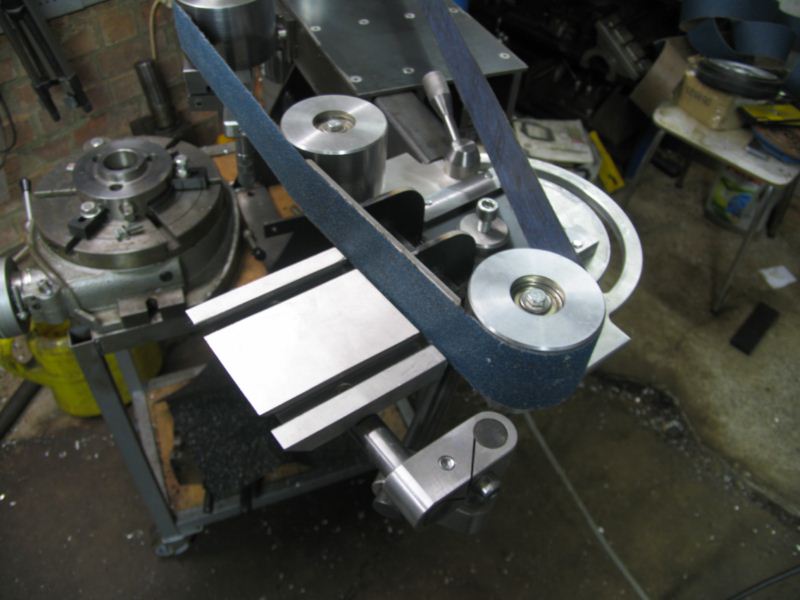
| Une petite table rainurée en alu | |
 |
 |
| Une autre table et une table supérieure pour les longs plats | |
 |
 |
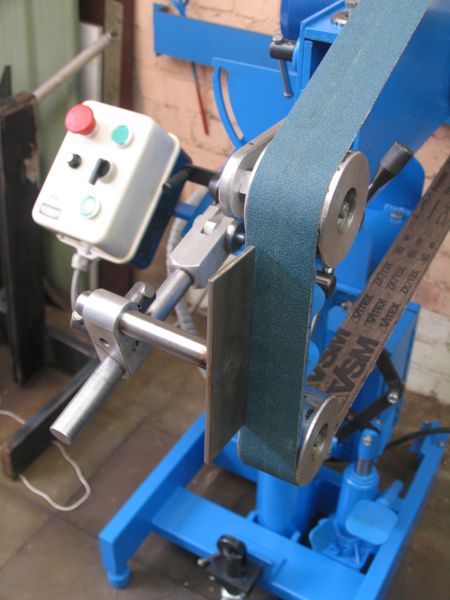
| Avec la roue de contact de 50mm | |
 |
 |
| Roue de contact de 32 et 40 mm, sur un support réversible et le support a deux galets | |
 |
 |




| La table est montée sur un bras articulé qui peut se positionner dans tous les sens. | |
 |
|
| Le guide vertical | |
 |
 |
 |
|
 Le voici |
|
 |
 |
 |
|
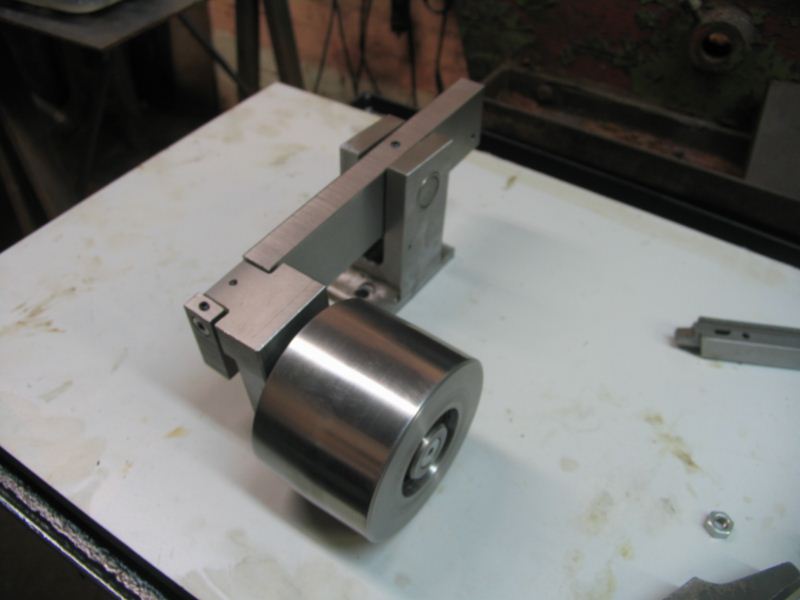
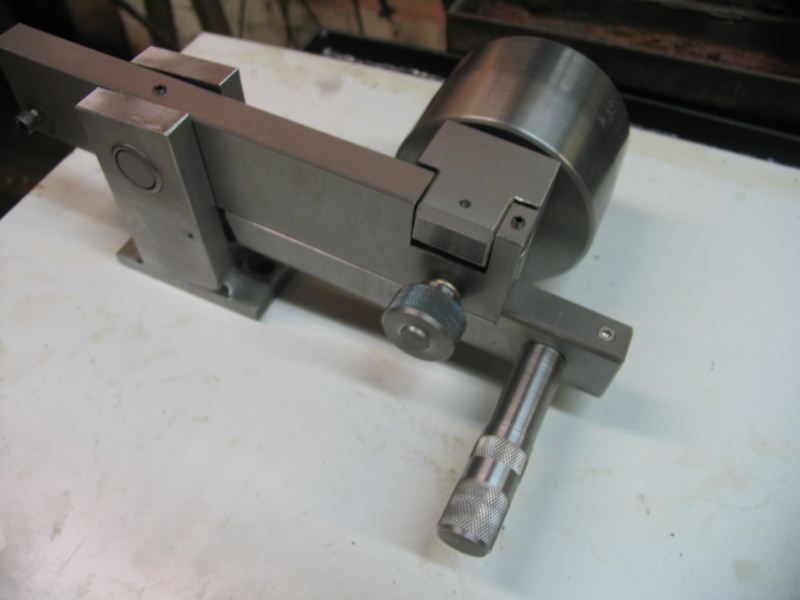
 Comme le back me manquait et que pendant sa fabrication javais fait quelque pièce en double, jen ai bricolé un autre qui restera dans mon atelier, il est loin dêtre aussi perfectionné mais fonctionnel et suffisant pour mon emploi. Réalisé à 100% de matériaux et pièce de récup. Il a bien sur un air de famille, la base reste pareille et sincline également Ici pas de moteur tri avec variateur mais un simple mono de 1.5kw à 2800t/min. Javais récupéré à la ferraille un rouleau dentraineur de machine de 100mm de large et de Ø100mm Que jai coupé en deux pour faire les galets de contact et ça marche nickel, du coup je ne pense pas commander dans limmédiat une roue de contact de 300mm comme jen avais lintention. Voici la bestiole |
|
 |
|
> |
|
 |
 |
 |