
Les guides lame |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
. Les
guides lame sont des organes trčs important de la scie, ils
devront ętre capable de tenir la lame parfaitement 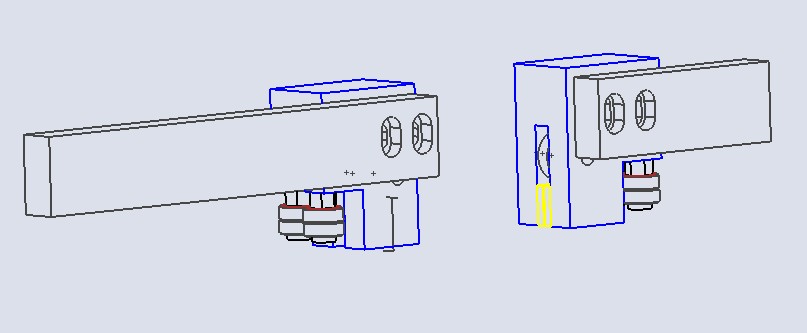
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Toujours
de la récup, découpe des blocs pour les guides lame. |
Un
peu de surfaçage et mise a mesures.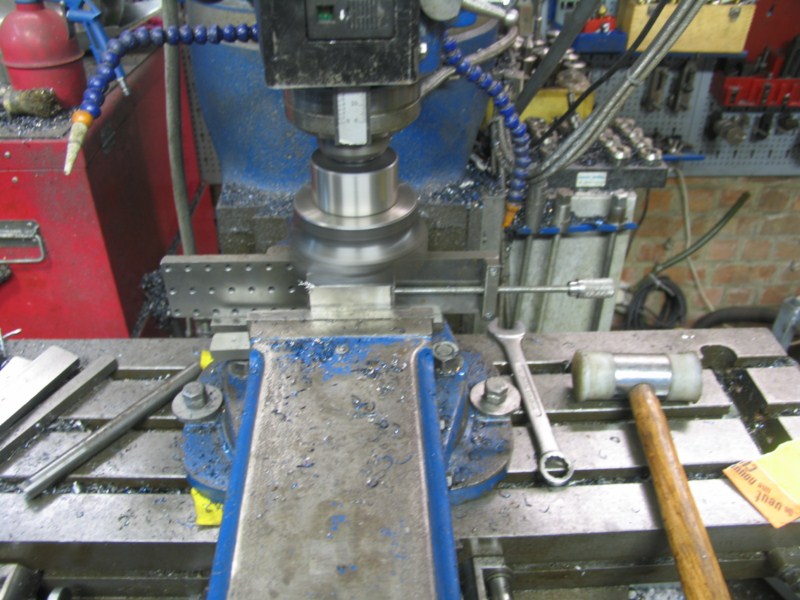 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Du
fraisage |
Casse
d’une fraise de Ř16, pas normal, passe de 2mm a avance raisonnable, la fraise était neuve, l’intérieur est comme noirâtre, je vais réclamer 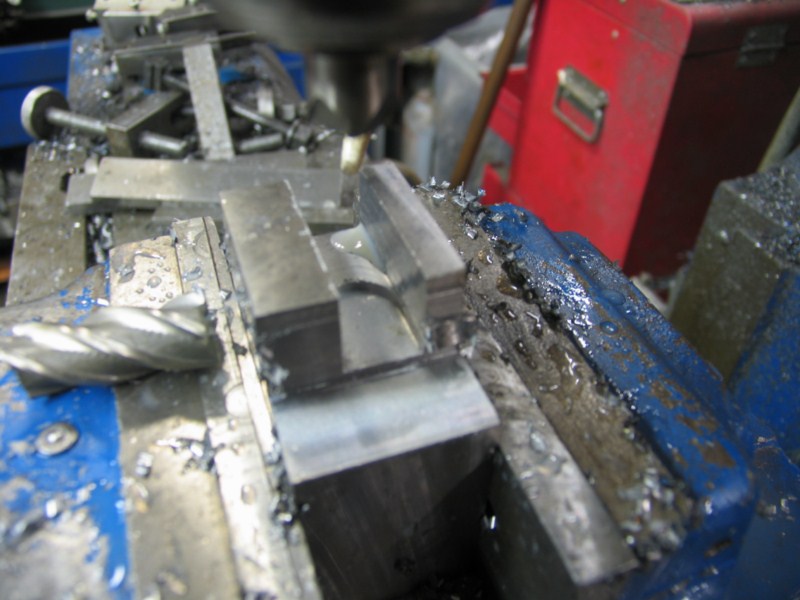 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
On
continu avec une autre fraise. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Voilŕ
ce que ça donne.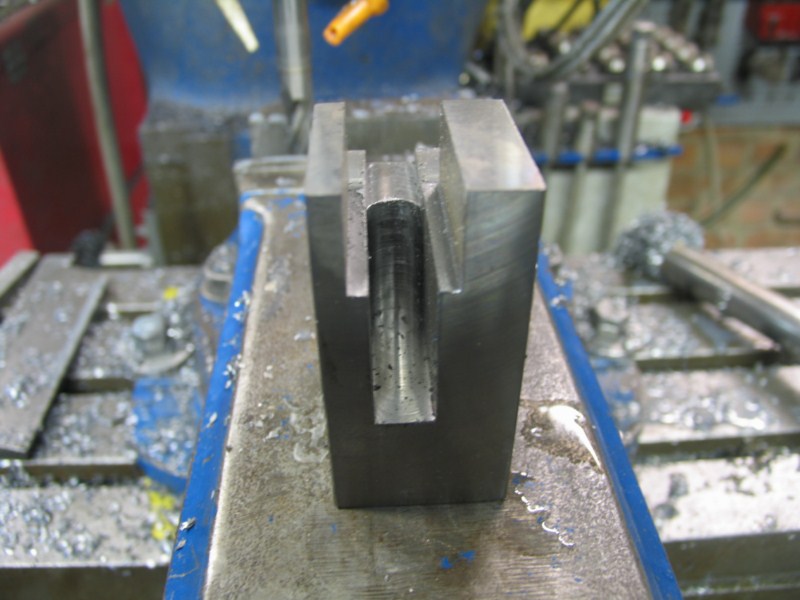 |
Au
tour des perçages et taraudages pour le passage des axes des roulements.  |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| En
plus des roulements pour le guidage de la lame, il y a de chaque coté de la lame une plaquette carbure. En regardant d’autre scie, je croyais que c’était des pastille en laiton mais en fait c’est la soudure par brasage que je voyais. Aprčs une discussion avec HBX360 (a voir : la resto de sa scie Pedrazzoli sur usinage.com, hallucinant) non seulement il m’apprend que se sont des plaquettes carbure mais en plus il m’en fait cadeau, encore merci Christian. Comme je ne suis pas équipé pour la brasure, j’ai fais quatre petits portes plaquette, elles sont serrées avec 2 vis btr de 5mm. Sur la photo ça paraît grand mais en fait les plaquettes ne font que 22/6/4 mm |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
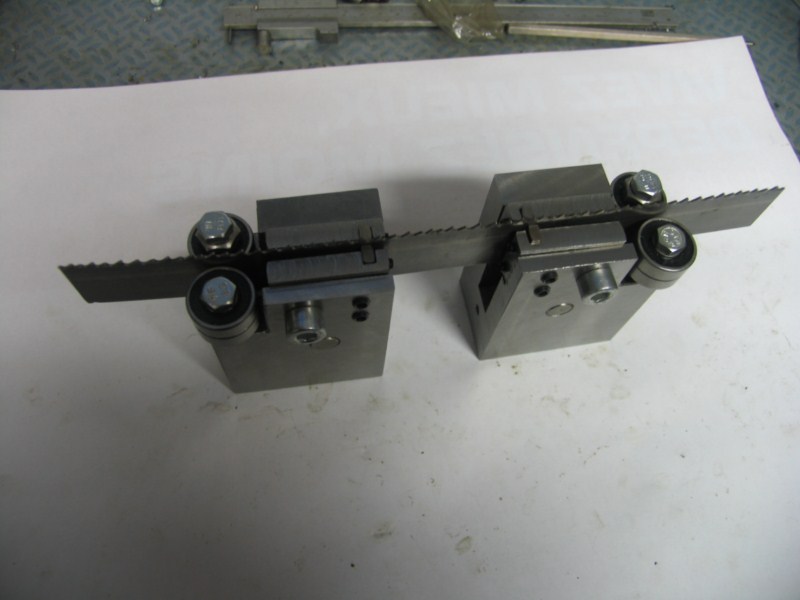
| Voici
a gauche un guide lame monté et a droite, l’ensemble des pičces qui le constitue.  |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Les
deux guides sur un morceau de lame tel qu’ils seront montés. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| La
ferraille qui a servi a réaliser les bras qui soutienne les guide, ça servait comme racloir sur une machine a béton, la section d’origine est de 35/60 mais tel que lŕ ça ne fait plus que 28/50 mais ce n’ai pas grave vu que je fini a 24/45. C’est un acier assez dur et bien sur la fraise ŕ surfacer ŕ plaquettes carbure est indispensable.  |
J’ai
quand męme pris le risque d’usiner avec des fraises hss et ça passe.  |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Voilŕ
ce que ça donne au final.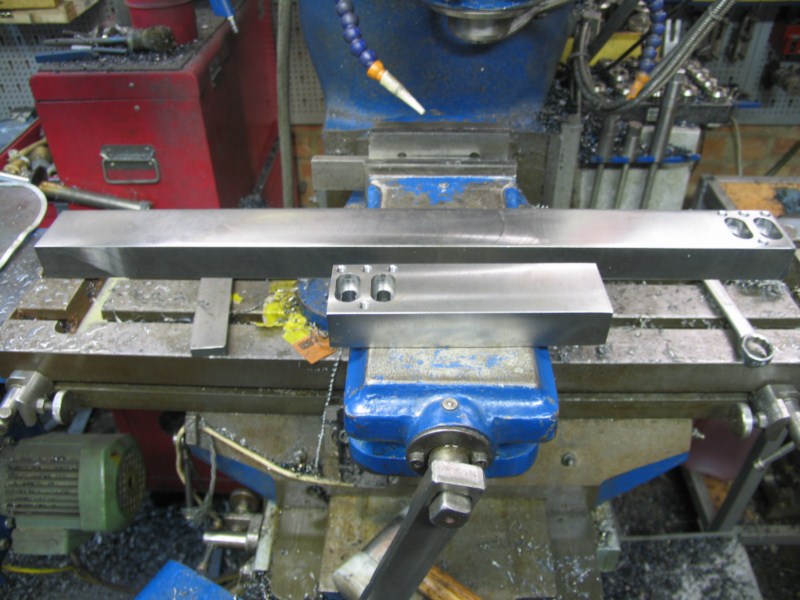 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Je me suis
longtemps posé la question sur la façon de fixer l’archet en
tenant compte que la hauteur est trčs importante et en sachant
que je n’ai pas d’idée précise sur la hauteur compte tenu que
les guide lame ne sont, a ce stade pas encore monté, et donc la
lame n’est pas encore redressée, une fois soudé il sera trop
tard. On me dira que le plus simple est de monter les guides lame mais comment ętre sur qu’ils seront a bonne inclinaison ? Lŕ on risque de tourner en rond J’ai donc eu l’idée d’usiner deux rainure en T sur la plaque de fixation au lieu des quatre trous, de cette façon je ne suis pas embęté avec la hauteur, la lame peut rester a 1cm de la table et ainsi je peux me concentrer sur l’inclinaison qui sera de 55°, pour cela je me suis aidé de l’inclinomčtre, chinois peut-ętre, mais vachement pratique. 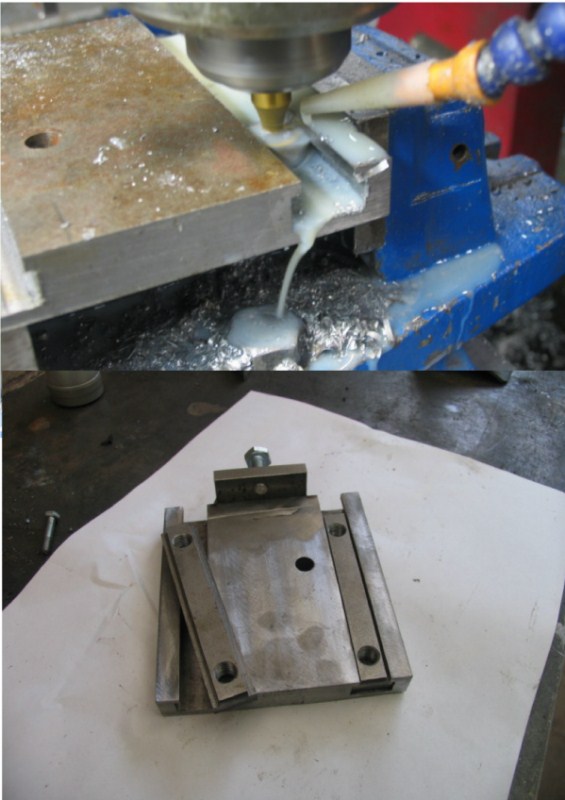 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Pour
bien faire, j’ai du découper une petite réservation pour pouvoir placé correctement cette plaque, je l’ai faite volontairement un peu plus profond en me disant que je préfčre rajouter une épaisseur au montage, ce qui est facile a faire alors qu’il me serait impossible de raboter un peu si la plaque de fixation se trouve trop loin. Cette réservation me permettra en plus de souder la plaque de l’intérieur  |
Ici
la plaque est soudée ŕ la bonne inclinaison mais bien sur ça n’a pas été aussi simple, il m’a fallut pour cela placer l’archet sur la table et le faire tenir avec différent braquant pour avoir la bonne position, j’était tellement concentré sur mon travail que je n’ai pas pris de photos.  |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
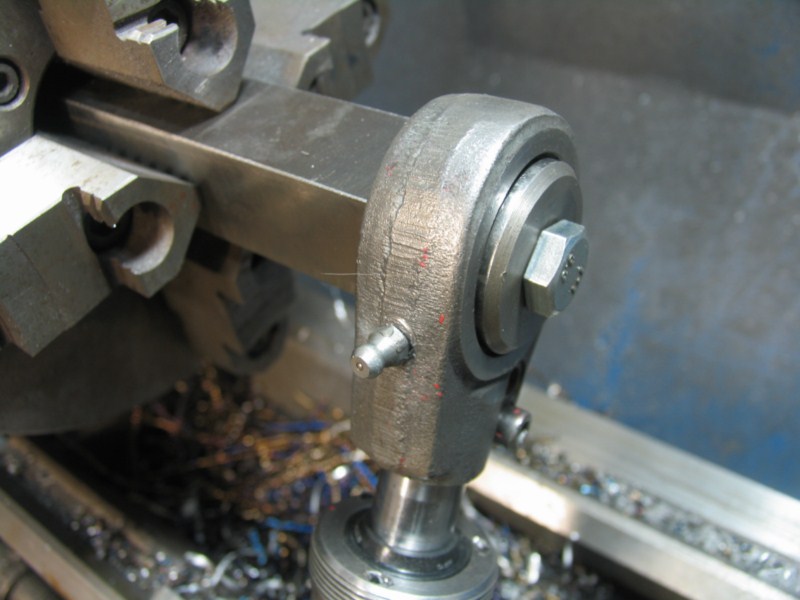
Usinage
de la partie soudée ŕ l’archet pour la fixation du guide lame
fixe. |
Usinage
de la partie soudée ŕ l’archet du guide mobile. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| La
bride de serrage. Bon, c’est vrai que je n’ai pas fait la boule moi-męme, serais-je condamné pour cela ?  |
La
voilŕ fixé pour du bon. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Ici
on a les butées haute et basse de l’archet, on y reviendra plus
tard. |
Pendant
que l’archet été ŕ plat j’en ai profité pour souder la fixation de la poigné.  |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Pour
le bras du piston j’avais besoin de carré de 30/30 mais j’en
avais pas, j’en ai donc tiré encore d’une dalle de 300/300/30, la découpe est faite en ŕ la retourne ŕ la scie alternative mais une mise a mesure ŕ la fraiseuse supprimera les défauts. Une fois dressé j’obtiens 29.5/29.5.  |
Voici
le vérin en question, il n’est pas neuf mais ŕ 0€ les joints sont a remplacer mais j’en ai
trouvé au męme prix.
Bien sur il faudra une petite modif, le cul est plat, je vais doncdevoir usiner une pičce que je souderai dessus.  |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Tout
d’abord un petit usinage pour fixer la tęte du vérin. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Ensuite
la modification du cul. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Le
bras du vérin terminé puis placé. Il ne faut pas croire que cela c’est fait tout seul, il fallait trouver la place idéale pour que rien ne gęnait, autrement dit j’en ai encore bavé, mon frčre était lŕ pour en témoigner. Finalement je l’ai eu comme je le voulais.  |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| La
pose du guide lame mobile ne m’a pas causé de souci particulier. 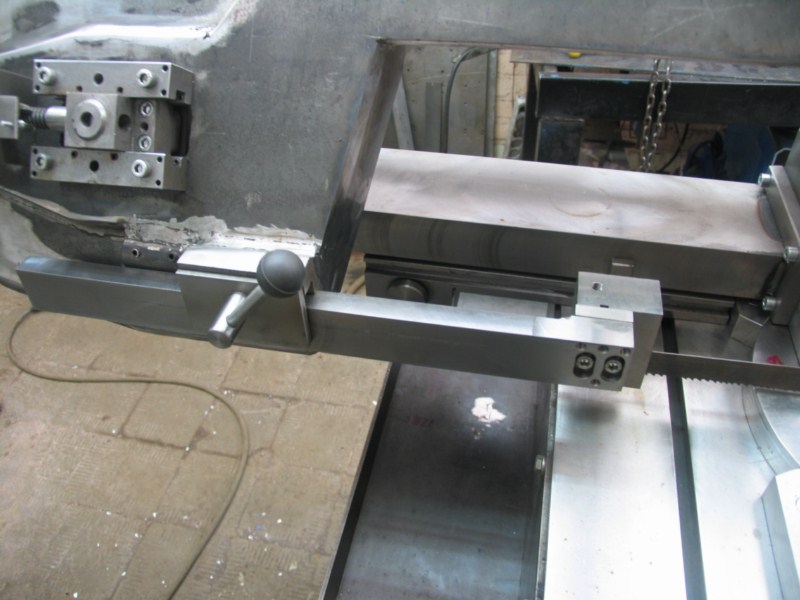 |
Quelque
photo d’ensemble, ça manque un peu de contraste mais avec un peu de couleur ça devrait donner quelque chose d’un peu mieux.  |
 |
|
| J’ai
usiné un petit arręt pour indexer la scie a 90°, il me suffira de retirer la partie supérieure pour pouvoir pivoter la scie au-delŕ, je n’ai pas trouvé utile de faire la męme chose pour l’indexer ŕ 45° . Je pourrais de toute façon me repérer au graduations de la table.  |
 |
 |
 |
 |
 |

|
|