
Le pivot central |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
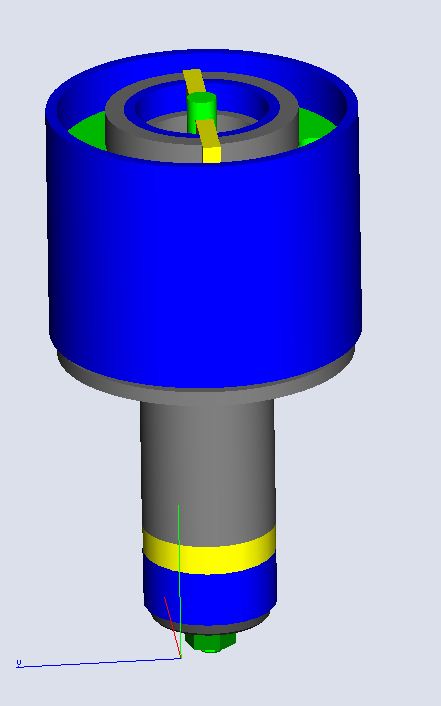
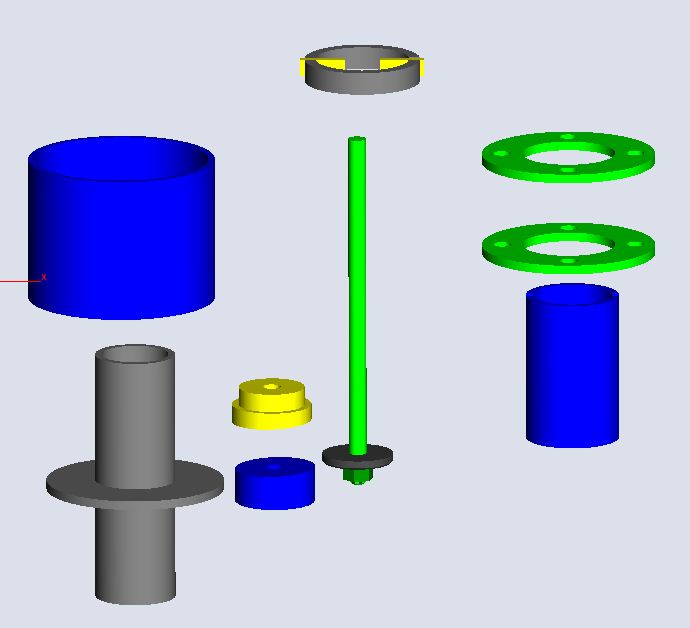
| Nous voici au
pivot central de la scie. C'est autour de cette partie que toute la scie, mis a part la table, va pouvoir pivoter pour scier ŕ un angle voulu. Il ne va pas sans dire que cette partie est primordiale pour la qualité de la scie, la précision est de rigueur. La solidité doit ętre sans reproche, toute la partie archet posera dessus et devra, malgré son poids, pouvoir pivoter a l'aise. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| L'axe principal
est tiré d'un vieux verin hydraulique. Un plateau est soudé dessus pour la fixation au bati oů il sera vissé, de cette façon je pourrais créer une bonne étanchéité pour éviter que l'huile de coupe passe au travers |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Un
vieux vérin fera l’affaire pour l’axe principal |
J’ai
fraisé quelque rainure pour le graissage, tout le poids de l’archet reposera sur cet axe  |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
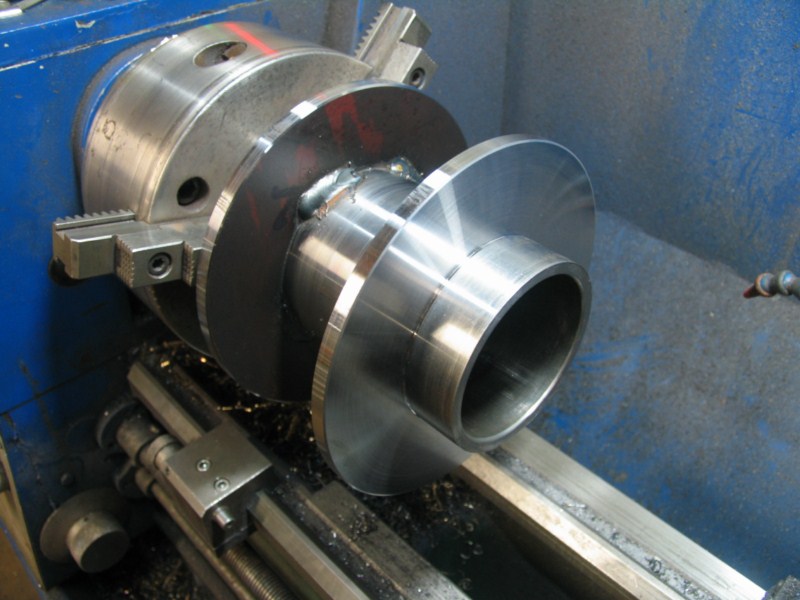
| Puis
j’ai usiné une flasque trouvé dans mes fouilles et je l’ai soudé sur l’axe.  |
Aprčs
avoir fait un bouchon, montage entre mandrin et contrepointe
pour finir au tour 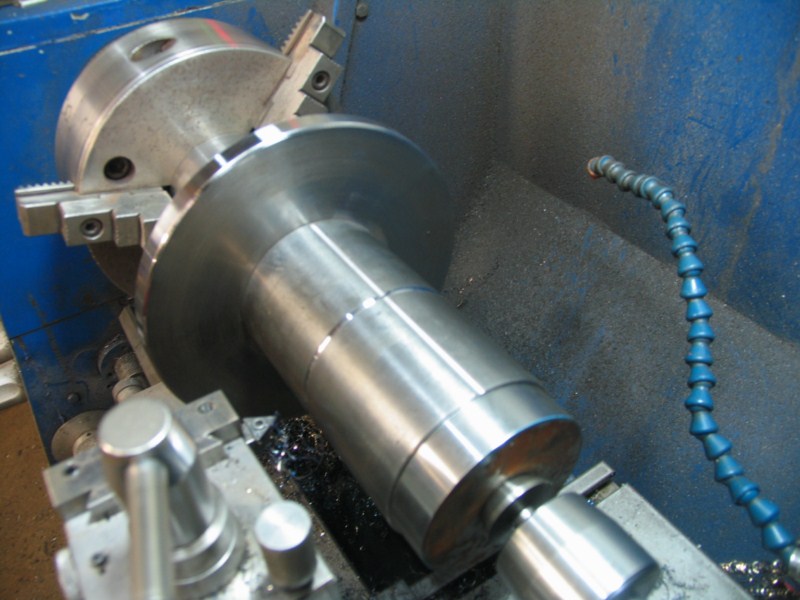 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Je reprend
maintenant l’axe, aprčs l’avoir bridé par l’intérieur sur la
table de la fraiseuse, je reprends le centre puis je perce 6
trous de 10mm aux męmes mesures que la tôle supérieure, je
n’oubli pas les deux trous de centrage, ce travail aurait pu
ętre compliqué a faire au niveau de la précision, comme les
trous ne sont pas percé ensemble, il s’agit d’ętre trčs précis
pour que cela s’assemble parfaitement mais encore une fois, la
DRO est d’un grand secours, il suffit de rentrer quelque
paramčtres tel que le centre, le nombre de trous, l’angle du
premier trou et du dernier et le processeur calcule a ma place,
il me suffira ŕ chaque trous de remettre les axes sur zéro et le
tour est joué avec une précision au 1/100mm La partie fixe du pivot se termine. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| D’ un ancien
vérin d’ Ř105 extérieur et Ř95 intérieur je coupe un morceau de
167mm pour le finir ŕ 165mm, l’intérieur n’a pas besoin d’ętre alésé, j’ai pris soin de mettre l’axe a mesure, l’extérieur est passé au tour juste pour enlever la peinture qui gęnerait la soudure et j’en profite pour faire deux épaulements pour faciliter le montage des flasques. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Je prends deux morceau de tôle de 200/200/10mm pour usiner deux flasque, je commence par les aléser ŕ mesure puis je fais tomber les coins ŕ la disqueuse avant de les monter sur cet axe. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Puis un petit passage au tour et ensuite ŕ la fraiseuse pour percer 4 trous dans chaque flasque pour permettre ŕ l’huile de coupe de s’évacuer si elle arrive ŕ y pénétrer. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| L’extérieur
du pivot et tiré d’un tube de Ř210mm, en fait il été monté sur une machine et servait ŕ lisser le béton, ŕ l’origine il faisait Ř230mm, il a été réduit a 210 par l’usure, je ne vais pas usiner l’extérieur parce que c’est un acier déjŕ bien dur et ce serait inutile du fait que le bras de l’archet sera soudé dessus, il sera uniquement usiné ŕ chaque extrémités pour la mise ŕ mesure. |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| L’épisode suivant sera avec la fabrication du plateau de table. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
 |
 |
|