Un projet en tête depuis un moment,
pourquoi pas un plateau circulaire pour fraiseuse? je ne
vais pas prétendre fabriquer un diviseur mais juste un outil
qui me permettra d'usiner toutes sortes de pièces en partie
ou totalement circulaires, mon but est de le fabriqué
presque en totalité avec de la récupe.
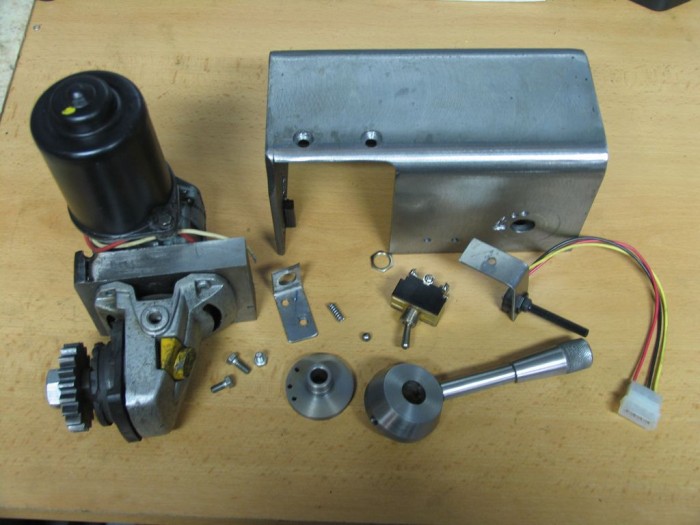
2 volants moteurs, un de combi VW de 280mm
et un d'Opel de 330mm me serviront de base.
La partie tournante sera entraînait par un
moteur d'essuies glace.
Les deux volants moteur, recto verso.
Usinage de la bague
de roulement a bille
Mise en place d'un
roulement de 90x50
Alésage de 52mm
Perçage et
taraudage sur fraiseuse, qui peu dire le contraire ?
Montage du
roulement dans sa cage
Les trois trous sont d'origine et je compte
les boucher pour éviter l'écoulement et le remplissage de
copeaux entre les plateaux.
Usinage de l'axe principal, il sera alésé en
CM3
Comme la couronne supérieure servira à
l'entraînement, faudra trouver une solution pour éviter le
bourrage de copeaux.
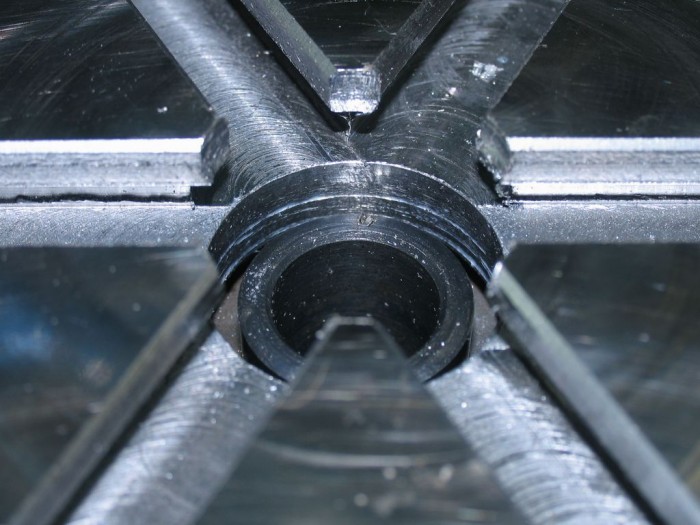
Mise en place de
l'axe sur le plateau inférieure
Perçages précis de
8 logements de billes pour séparer les deux plateaux
Voilà ce que ça
donne pour le moment
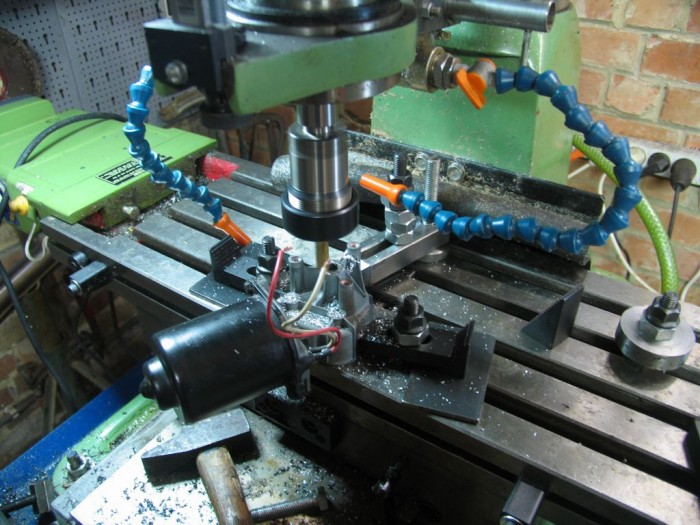
Pour l'entraînement du plateau supérieur,
j'ai trouvé un moteur d'essuies glace de Renault, je diminue
de 12 mm la hauteur pour le placement du pignon, le pignon
est récupéré sur un moteur hydraulique qui faisait avancer
une machine. Dur dur, de l'acier trempé, après l'avoir
chauffé a blanc, toujours pas possible de l'usiner, j'ai
donc du le couper en deux à la disqueuse.
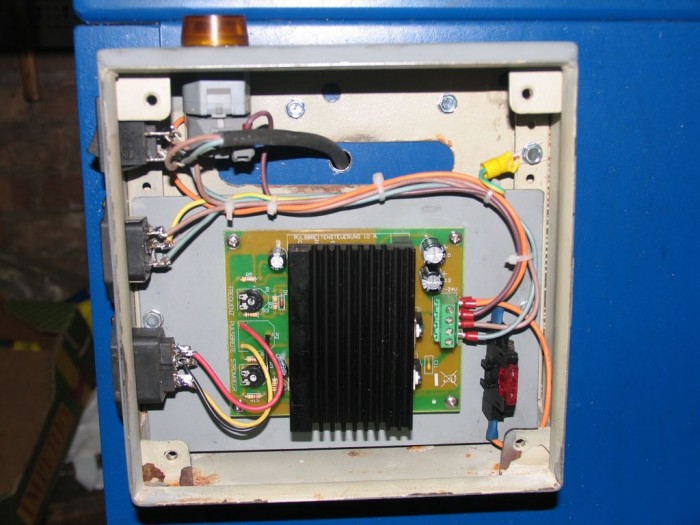
Je suis
actuellement en train de monter le variateur acheté en kit
chez Conrad
Ce pignon est un
roulement à billes, une fois vidé de son axe et de ses
billes, j'ai usiné un nouvel axe à dimension de l'alésage
puis je l'ai soudé à 5mm à l'intérieur du pignon, ainsi le
centre du pignon est usinable
Puis je l'ai
coupé en deux à la disqueuse après l'avoir serré dans un
étau, un peu archaïque mais radical, comme je l'ai réchauffé
un max. en le soudant au semi, j'ai réussi a dresser la face
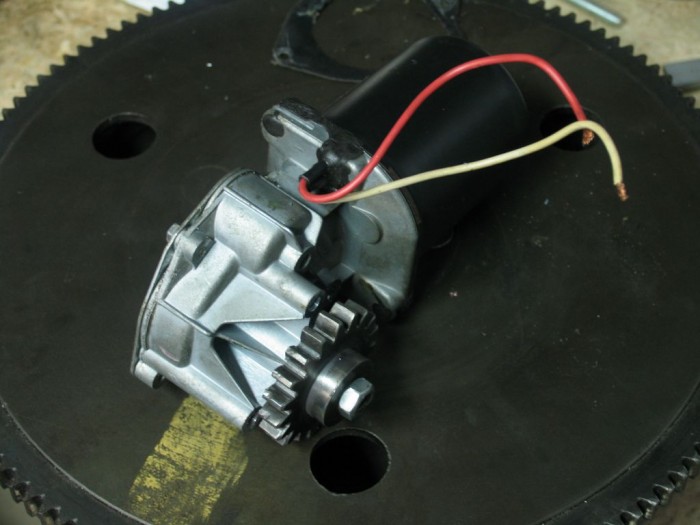
Voilà le
pignon monté sur le moteur, tourne pile poil, enfin un
faut rond de 1/10 mais sur le diamètre je pense pas que je
dois m'inquiéter, je suis déjà très satisfait du résultat.
Avec le pignon monté directement sur le
moteur, la vitesse est vraiment trop élevée, alors j'ai
procédé autrement, j'ai monté entre le moteur et le pignon
une tête de petite meuleuse d'angle qui fait office de
réducteur.
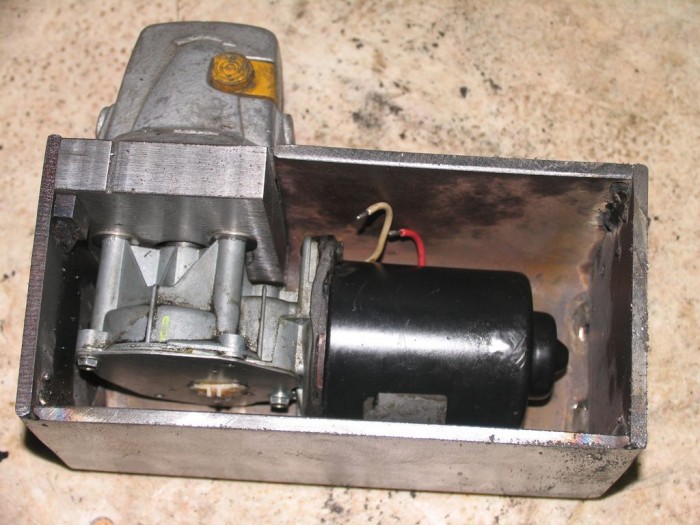
La
récupe.
J'ai tiré
le boîtier d'un tube rectangulaire de 180mm par 100mm
Une fois coupé et
les cotés refermés
La tête de meuleuse
montée sur le moteur avec le pignon
Le tout dans la
boite
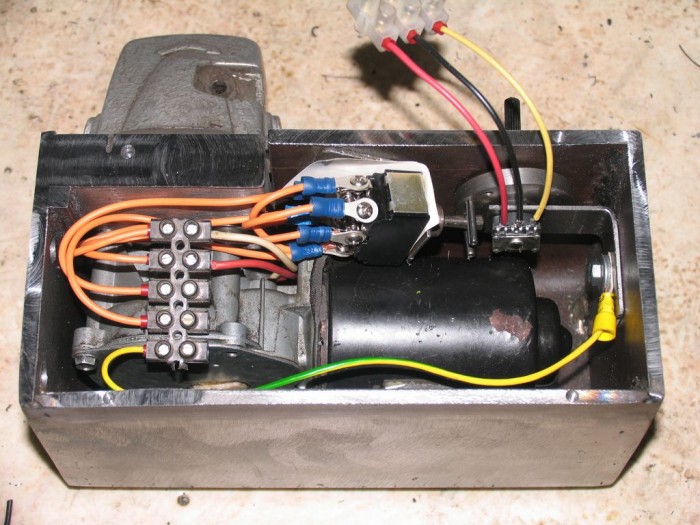
Pour l'inversion
du sens de rotation, j'emplois un interrupteur inverseur,
j'ai usiné une manette puis percé le centre pour y passer un
potentiomètre, pour éviter de forcer sur l'interrupteur un
blocage est fait à l'intérieur avec deux goupille.
Le montage intérieur
Voilà a quoi ça
ressemble pour l'instant
J'ai terminé le boîtier qui renferme le
variateur de vitesse.
Le branchement du plateau se fera par 2
prises d'alim. de pc de récupe, une pour le potentiomètre et
l'autre pour l'alimentation du moteur.
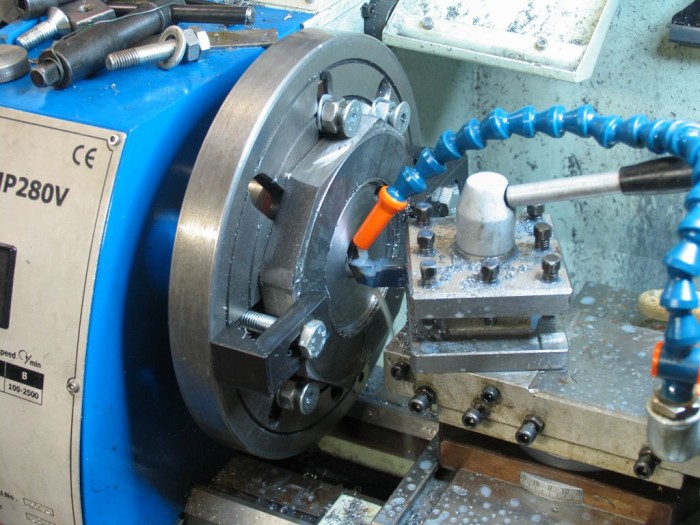
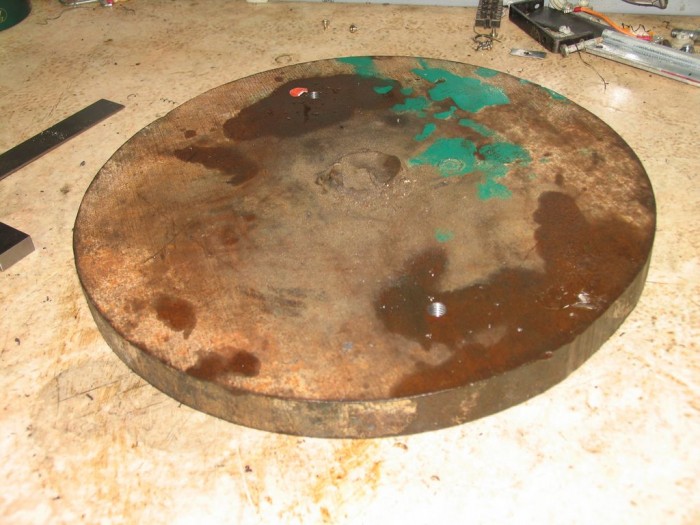
Premier essais plus que concluant, j'ai
récupéré un plateau d'acier de 330mm de diam et 25 d'épais, il
viendra couvrir le tout ainsi plus de problème de bourrage de
copeaux entre les plateaux moteur, plus de problème pour
l'écoulement d'huile de coupe, je vais surfacer les deux faces
pour le rectifier et usiner des rainures et T de 12mm pour le
bridage des pièces
Le plateau brut,
pas évident pour le surfaçage, au milieu on aperçois une
grosse soudure faite au semi auto avec fil d'acier, dur dur
pour la fraise.
Le montage de
l'ensemble sur la fraiseuse
Voici ce que ça donne en surfaçage avec une
fraise de 80mm a 4 dents.
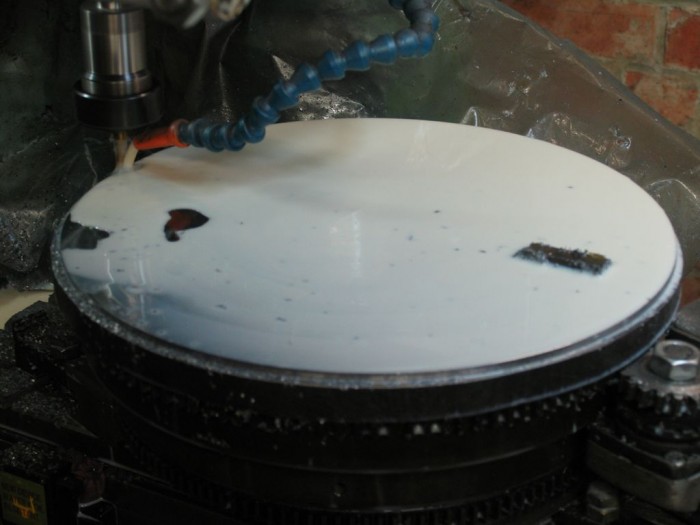
Ensuite j'ai fabriqué un axe pour mettre un
disque à meuler à sec, puis passage en plusieurs passes pour
terminer j'ai bricolé un plateau pour passer au papier de
verre à eau, il est visible sur la première photo, le
résultat est surprenant, plat parfait (0.05mm), état de
surface nickel sans aucun rebords de passage, super lisse au
touché, un marbre.
Des vidéo suivrons, j'ai percé 6 trous pour
la fixation du plateau qui sera ensuite usiné sur la
deuxième face puis rainuré.
Après
passage
au disque a sec
Prise en macro
Finition au papier
de verre à eau
On continu, j'ai démonté le plateau pour le
retourner afin de surfacer la 2eme face.
Je perce les 4 trous manquants pour la
fixation finale ainsi je ne doit plus le démonter puis je
les chanfreine.
Je le fixe en prenant soin de bien serrer
puis je surface, même méthode et même fini que pour la
première face.
Je vérifie au
comparateur et je constate un défaut de 0.08 mm mais je le
laisse comme ça, je ne pense pas que je serais gêné, il est
un peu en cu.
Usinage de la
circonférence terminée
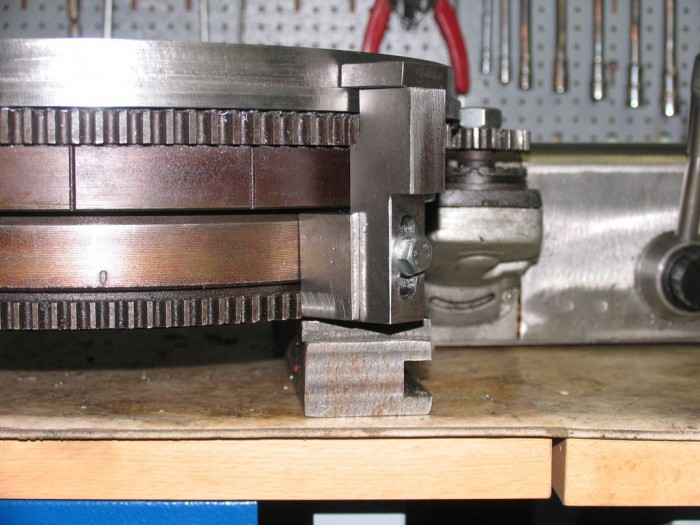
Comme j'ai
remarqué qu'en usinant la circonférence, le plateau a
tendance à remonter légèrement, j'ai prévus un système
réglable en hauteur, ça me permettra de remplacer le blocage
par des petits roulements pour faire pression sur le
plateau, ils son au nombre de deux.
Voici ce que ça
donne une fois monté, en laissant un jeu de 5/10 mm entre la
cale de serrage et l'entretoise, une fois serré ça me donne
un blocage au top sans pour cela dépasser le niveau
supérieur du plateau, ce qui pourrai le gêner en cas
d'usinage de grandes pièces.
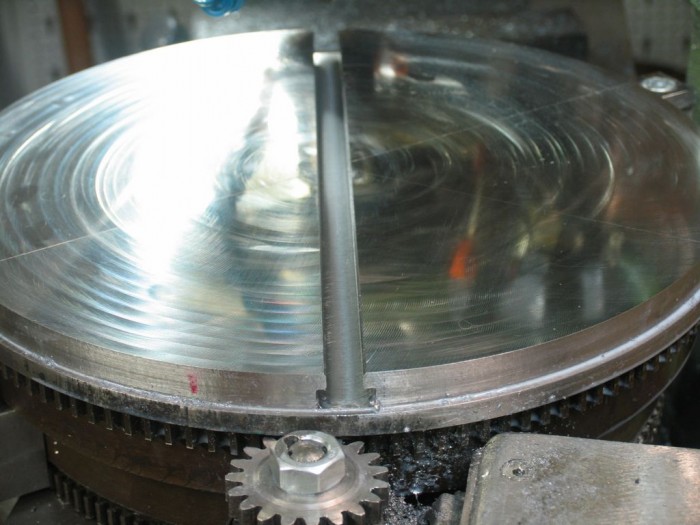
Je remonte le
tout sur la fraiseuse pour y usiner les rainures en T de
12mm, elles seront au nombre de trois en traversant de part
en part le plateau ce qui me donnera six rainures, largement
suffisant pour un bridage efficace dans tout les sens.
La première est
rainure terminée nickel
A la fin de la deuxième, petite mésaventure,
la fraise à rainurer ne tient pas le coup, usure jusqu'a
blocage total de la machine suite dû à l'échauffement de la
pièce et l'auto trempage, plus moyen de passer à travers avec
une nouvelle fraise, ça passe ou ça casse, ben ça a cassé deux
autres fraises y passeront.
Plus de fraise pour terminer la troisième et je ne vais que
jeudi chez RC
Ce n’est pas le travail qui me manque mais je veux à tout prix
terminer ce plateau.
C'est maintenant que les pros me siffleront, je modifie une
fraise à bois au carbure, je fait la première passe avec la
fraise droite à profondeur, puis je monte une fraise à queue
d'aronde pour finir le fond et je me lance dans l'aventure
avec ma fraise à bois, je ne vous dit pas à quelle distance de
la machine je reste au moment de l'attaque, les plaquette
brasées sont fine et je tient pas à me retrouver a l'hosto,
bien à ma grande surprise ça passe à l'aise.
Une fois plongé dans le catalogue de Otelo, je m'aperçois
qu'il existe des fraises spécifiques pour les rainures en T,
j'espère en trouver chez RC, je ne les vois pas dans leurs
références sinon j'en commanderais 2 chez Otelo, bien que plus
cher, leur catalogue reste une source d'infos.
Ce qui reste de mes fraises, en haut le genre de fraise que
j'ai modifié, en bas la fraise une fois modifié.
Au moment où j'écris ces mots la dernière rainure n'est pas
encore terminée, j'ignore si elle tiendra mais au pire j'en ai
encore.
Ça marche mais ce n’est pas pour ça que je conseille.
Mon projet
touche à sa fin, les 6 rainures ont été achevées avec
succès, reste l’alésage central
Le résultat après
la pose de la douille CM3/CM2 finalement la hauteur est
parfaite
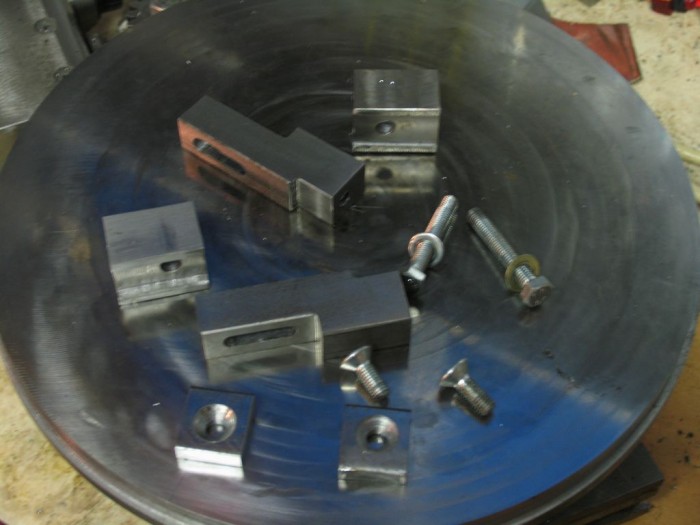
Mon premier
essais sera de découper une pièce d’un diam de 160mm dans
une plaque de 180/200/20mm Au passage, le set de bridage a
été ma toute première réalisation
Il me faudra
faire 10 passes pour la découpe, bien moins rapide que le
laser, c’est un fait mais a la portée de tous, et puis je
peux faire autre chose entre deux, l’idéal serai de
travailler avec une fraise au carbure mais je n’en ai pas
encore.